 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

Контент
- 1 Что такое пустотная бетонная плита и почему она важна в современном строительстве
- 2 Как производятся пустотные бетонные плиты
- 3 Роль опалубочных магнитов в производстве пустотных плит
- 4 Структурные характеристики пустотных бетонных плит
- 5 Опалубочные системы и магнитное крепление на заводе сборных железобетонных изделий
- 6 Транспортировка, погрузка и монтаж пустотных плит перекрытий
- 7 Экологичность и материалоэффективность многопустотных бетонных плит
- 8 Распространенные приложения и примеры проектов
- 9 Контроль качества и стандарты для пустотных бетонных плит
- 10 Сравнение пустотных плит с альтернативными системами полов
- 11 Практические соображения для спецификаторов и подрядчиков
- 12 Инновации в технологии пустотных плит и магнитных опалубочных системах
Что такое пустотная бетонная плита и почему она важна в современном строительстве
А пустотная бетонная плита представляет собой сборный предварительно напряженный бетонный элемент с продольными пустотами (обычно круглыми или овальными), проходящими по всей его длине. Эти пустоты уменьшают общий вес плиты на 40–50% по сравнению с сплошной бетонной плитой эквивалентных размеров, сохраняя при этом отличные структурные характеристики на изгиб, сдвиг и огнестойкость. Такое сочетание делает пустотные плиты одной из наиболее широко используемых систем полов в коммерческих зданиях, многоэтажных жилых домах, автостоянках, промышленных складах и инфраструктурных проектах по всему миру.
Основной вывод прост: пустотные бетонные плиты обеспечивают превосходное соотношение прочности и веса, быструю скорость монтажа и снижение расхода материала. При производстве на современном заводе сборных железобетонных конструкций, где используется точная опалубка, опалубочные магниты , а автоматизированные литейные станы определяют качество продукции — эти слябы неизменно соответствуют жестким размерным допускам и строгим структурным характеристикам. Понимание того, как они производятся, обрабатываются и устанавливаются, имеет важное значение для инженеров, подрядчиков и специалистов по закупкам, которые ищут экономичные и высокоэффективные решения для напольных покрытий.
Как производятся пустотные бетонные плиты
Производство пустотных бетонных плит происходит почти исключительно на заводах по производству сборных железобетонных изделий с использованием одного из двух доминирующих методов: процесса экструзии (шликерной формы) или процесса мокрого литья. Каждый подход имеет определенные последствия для системы опалубки, расположения арматуры, обработки поверхности и роли компонентов магнитного крепления.
Метод экструзии
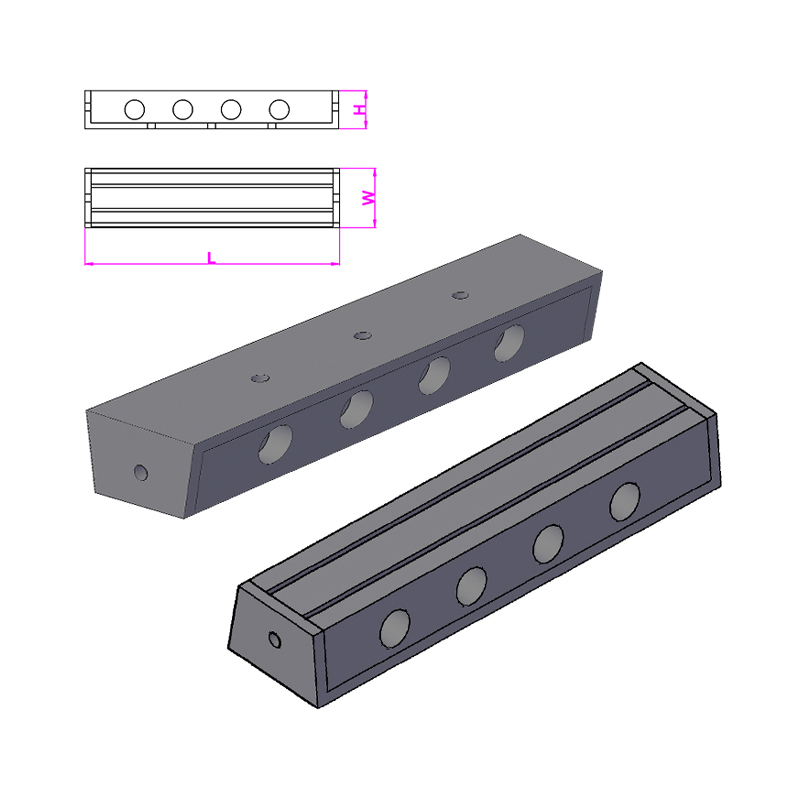
При методе экструзии длинная литейная площадка — обычно длиной от 100 до 150 м — предварительно натягивается высокопрочными стальными нитями перед укладкой бетона. Экструзионная машина движется вдоль станины, нагнетая жесткую бетонную смесь с нулевой осадкой вокруг оправок, из которых формируются полые стержни. Машина движется со скоростью примерно 1–2 м в минуту, оставляя после себя сплошную плиту одинакового поперечного сечения. После отверждения под изоляционными крышками или в нагретой среде плита распиливается алмазом на необходимую длину.
Поскольку литейный стол сам по себе действует как основная форма, роль отдельных компонентов опалубки ограничена, но боковые опалубки, концевые упоры и закладные вставки по-прежнему позиционируются с помощью опалубочные магниты для удержания стальных компонентов на поверхности стола магнитного литья без сверления или сварки. Этот неинвазивный метод крепления особенно ценится при поточном производстве, поскольку он исключает повреждение дорогостоящих стальных станин и позволяет быстро перемещать изделия между производственными циклами.
Метод мокрого литья
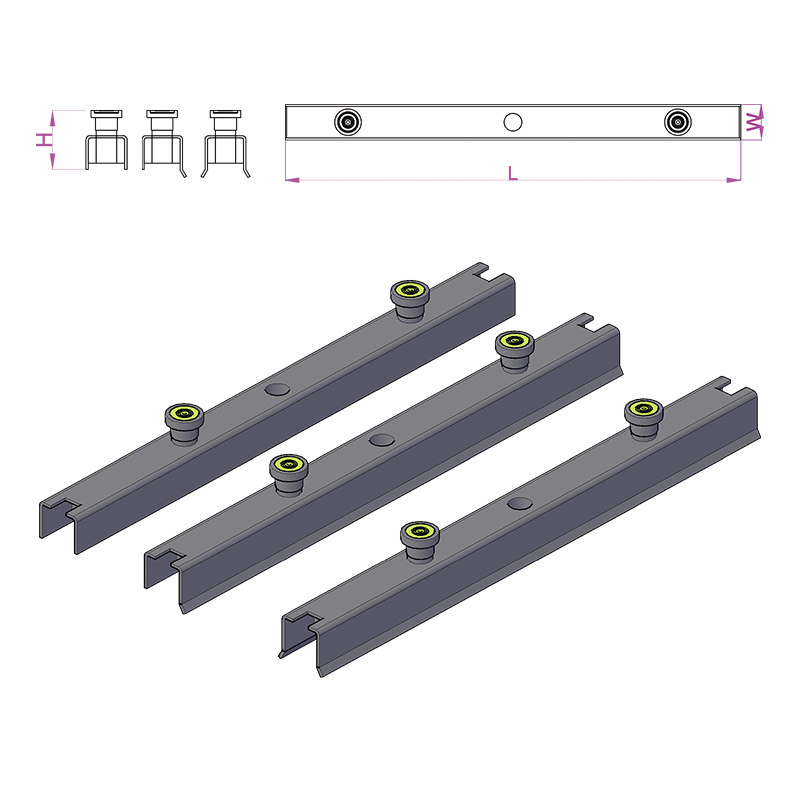
В процессе мокрого литья используются отдельные стальные формы или системы на основе поддонов, на которых собираются элементы опалубки. Здесь, опалубочные магниты — также известные как магнитные анкеры для опалубки или магнитные ящики — играют центральную и очень заметную роль. Эти устройства размещаются на поверхности стального поддона и притягиваются за счет магнитной силы, удерживая боковые ставни, блокауты, вставки и арматурные каркасы в точном положении во время заливки бетона и вибрации. Удерживающие силы широко варьируются в зависимости от конструкции магнита, при этом стандартные блоки обеспечивают 600 кг, 900 кг, 1200 кг или даже 2100 кг. удерживающей силы, выбираемой с учетом весовых и вибрационных нагрузок, которым должна противостоять опалубка.
Возможность менять положение магнитов опалубки за считанные секунды — просто переключая рычаг активации для снятия магнитного поля — значительно сокращает время установки по сравнению с болтовыми или сварными анкерами. На высокопроизводительном предприятии по производству сборного железобетона, производящем пустотные плиты на карусельной или стационарной системе поддонов, такая скорость напрямую приводит к увеличению количества производственных циклов в смену и снижению затрат на рабочую силу на единицу продукции.
Роль опалубочных магнитов в производстве пустотных плит
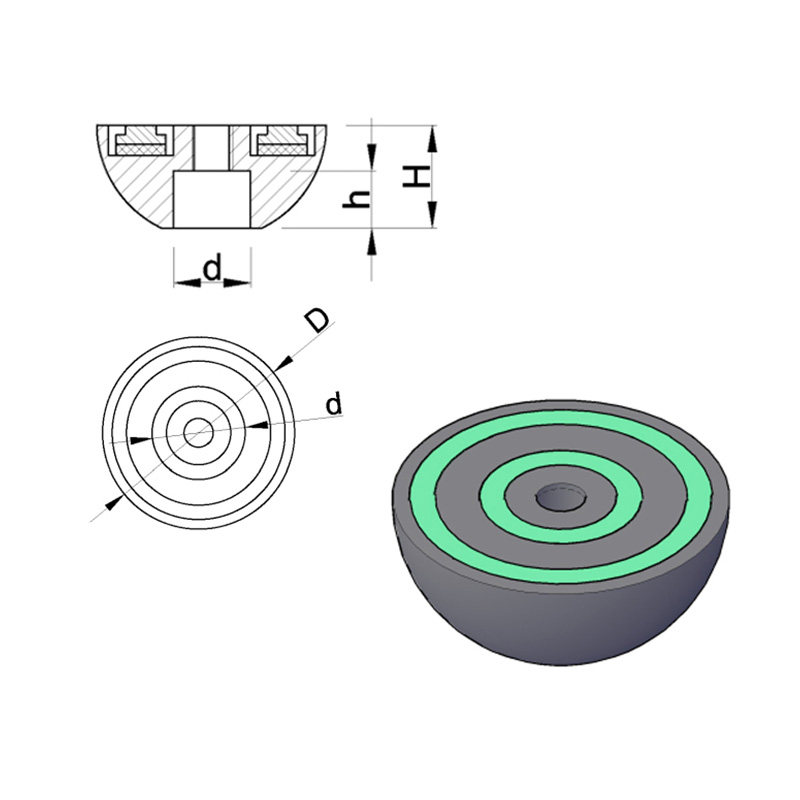
Опалубочные магниты представляют собой специальные крепежные устройства, в которых используются постоянные неодимовые или ферритовые магниты, заключенные в стальной корпус. При активации магнитная цепь замыкается на поверхности стального поддона или стола, создавая мощную удерживающую силу. При деактивации — поворотом рычага, который перемещает внутренний удерживающий магнит — цепь размыкается, и устройство можно свободно поднять вручную. Никаких остатков клея, никаких повреждений поверхности, специальных инструментов не требуется.
При производстве пустотных бетонных плит опалубочные магниты выполняют несколько конкретных функций:
- Закрепление продольных боковых форм, определяющих ширину плиты и профиль кромки.
- Удержание торцевых жалюзи в положении для установления длины плиты и формирования верхней поверхности
- Крепление формирователей блоков над основными местами, где требуются проемы для услуг, колонн или креплений.
- Аnchoring cast-in inserts such as lifting loops, anchor channels, threaded sleeves, and electrical conduit brackets
- Стабилизация арматурных каркасов от смещения при высокочастотной вибрации бетона
Особенно важна связь между выбором магнита опалубки и вибрацией бетона. Вибрирующий бетон оказывает на опалубку динамические силы, которые могут в несколько раз превышать статический вес. Магнит опалубки, рассчитанный на статическую удерживающую силу 1200 кг, может подойти для формы весом всего 80 кг, когда частота и амплитуда вибрации скромны, но тот же магнит может оказаться недостаточным при интенсивной внутренней вибрации. Авторитетные производители публикуют данные по удерживанию, проверенные на вибрацию, наряду со статическими показателями, а указание только на статической силе является распространенной ошибкой, которая приводит к смещению формы во время отливки.
Типы магнитов и их применение
| Тип магнита | Типичная удерживающая сила | Основное использование в производстве слябов | Ключевое преимущество |
|---|---|---|---|
| Стандартный магнит в коробке. | 600–1200 кг | Боковые формы, концевые упоры | Экономичный, широко доступный |
| Мощный коробчатый магнит. | 1500–2100 кг | Тяжелые стальные кромки, большие блокауты | Высокая виброустойчивость |
| Вставной магнит (плоский) | 150–400 кг | Аnchor channels, lifting sockets | Низкий профиль, подходит под вставки |
| Магнитный держатель фаски | Н/Д (позиционный) | Краевые фаски на перекрытии перекрытия | Последовательная детализация кромок |
| Магнитный угловой угол | Переменная | Соединение под углом 90°, блокирование углов | Устраняет утечку раствора в углах. |
Структурные характеристики пустотных бетонных плит
Структурное поведение пустотной бетонной плиты определяется уровнем ее предварительного напряжения, маркой бетона, геометрией сердцевины и соотношением пролета к глубине. Стандартные пустотные блоки производятся глубиной от от 150 мм до 500 мм , обычно шириной 1200 мм. На практике распространены пролеты от 6 до 18 м, при этом хорошо спроектированные глубокие блоки достигают 20 м или более в условиях контролируемой нагрузки.
Предварительное напряжение применяется посредством предварительно натянутых высокопрочных стальных прядей — обычно с пределом текучести 1570 МПа или 1860 МПа — которые крепятся к опорам бетонного основания перед заливкой бетона. После того, как бетон достигает необходимой прочности переноса (обычно 25–30 МПа куб.), пряди разрезаются или освобождаются, а сила предварительного напряжения передается на секцию бетона путем склеивания. Это создает эффект выпуклости (выгиба вверх), который частично компенсирует прогиб под эксплуатационными нагрузками.
Типичные характеристики диапазона нагрузки
| Глубина плиты (мм) | Пролет 6 м (кН/м²) | Пролет 9 м (кН/м²) | Пролет 12 м (кН/м²) | Пролет 15 м (кН/м²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Эти цифры иллюстрируют, почему пустотные плиты рекомендуются для средних и длинных пролетов в офисных зданиях и автостоянках, где стандартными являются нагрузки 2,5–5,0 кН/м², а пролеты 9–14 м экономически привлекательны. Предварительное напряжение во многих случаях устраняет необходимость во второстепенных стальных балках, уменьшая конструктивную глубину зоны пола и экономя значительную высоту — часто 300–500 мм на этаж — в течение срока службы многоэтажного проекта.
Огнестойкость
Пустотелые бетонные плиты обладают присущей им огнестойкостью благодаря термической массе бетона и глубине покрытия предварительно напряженных прядей. Плита толщиной 200 мм с покрытием 35 мм до центра тяжести пряди обычно достигает РЕЙ 120 (двухчасовая структурная огнестойкость) при стандартном воздействии огня. Более глубокие блоки с большей степенью защиты легко достигают REI 180 или REI 240, что соответствует самым строгим требованиям к размещению без дополнительной противопожарной защиты. Это главное преимущество перед стальными или деревянными альтернативами, для которых требуются вспучивающиеся покрытия, спринклерные системы или кожух для достижения эквивалентных характеристик.
Опалубочные системы и магнитное крепление на заводе сборных железобетонных изделий
Качество пустотной бетонной плиты неотделимо от качества опалубочной системы, используемой для ее изготовления. Независимо от того, использует ли завод стационарную систему поддонов, вращающуюся карусель или станины для продольной разливки, точность, с которой устанавливается и закрепляется опалубка, определяет точность размеров, чистоту поверхности и консистенцию готовых элементов.
Карусельные системы для поддонов
В современной карусели для поддонов стальные поддоны проходят фиксированную последовательность этапов: очистка, установка формы, размещение арматуры, заливка бетона, вибрация, отверждение, извлечение из формы и транспортировка элементов. Весь цикл обычно длится более 24 часов, при этом одновременно в обращении находится несколько поддонов. На станции установки форм операторы позиционируют боковые формы и вставки с помощью опалубочные магниты в соответствии с компоновкой, созданной на станке с ЧПУ или на основе чертежей для каждого элемента. Поскольку поверхность поддона представляет собой стальную пластину с прецизионной шлифовкой, магниты обеспечивают постоянный контакт и удерживающую силу по всей площади.
Прирост эффективности от магнитной фиксации опалубки в карусельной системе значителен. Исследования европейских производителей сборного железобетона постоянно сообщают Сокращение времени схватывания формы на 30–50 %. по сравнению с болтовыми или сварными анкерными системами. На заводе, производящем 80–120 поддонов в день, это означает экономию трудозатрат за смену и измеримое снижение производственных затрат на квадратный метр плиты.
Станины для продольного литья экструдированных полых стержней
При продольной экструзии основную функцию опалубки выполняет сама отливочная станина — плоская гладкая поверхность из стали или с полимерным покрытием, по которой движется экструдер. Однако опалубочные магниты и соответствующие магнитные анкерные системы используются для удержания:
- Дефлекторы и девиаторы прядей, профилирующие траекторию предварительного напряжения
- Продольные боковые направляющие, определяющие ширину сляба перед началом работы экструдера.
- Формирователи основных блоков, которые создают отверстия для проникновения услуг в определенных местах.
- Арматурные стержни или сетка, добавленные к влажной бетонной поверхности для соединения композитного покрытия.
Неинвазивность магнитной фиксации особенно ценится на ярусных станах, где поверхность должна оставаться неповрежденной в течение тысяч производственных циклов. Любая царапина на поверхности или ямка, возникшая в результате сверления или сварки, становится источником утечки и прилипания раствора, увеличивая силу выемки из формы и дефекты поверхности на готовом перекрытии плиты.
Выбор правильного магнита для жалюзи
Выбор правильного опалубочного магнита для конкретного применения в производстве пустотных плит требует учета нескольких факторов, помимо простого подбора удерживающей силы для формирования веса:
- Толщина поддона или стола: Магниты предназначены для работы со сталью определенной толщины (обычно 10–25 мм). Слишком тонкий, и магнитная цепь неполная; слишком толстый, и удерживающая сила существенно падает.
- Метод вибрации бетона: Внешние настольные вибраторы создают более высокие динамические силы, чем внутренние игольчатые вибраторы. Магниты в системах с внешней вибрацией требуют более высоких номинальных удерживающих сил — часто в 1,5–2 раза превышающих статические расчетные требования.
- Давление пресной воды и напор бетона: В высоких элементах или там, где бетон укладывается быстро, гидравлическое давление на формы может превышать простые расчеты веса. Магнит должен противостоять как вертикальной подъемной силе, так и боковому давлению.
- Материал формы и геометрия: Стальные формы напрямую передают магнитную силу; Алюминиевые или пластиковые формы требуют, чтобы стальные опорные пластины выступали в качестве посредников между магнитом и неферромагнитным материалом формы.
- Операционная среда: На предприятиях с мостовыми кранами, электродвигателями или другими источниками электромагнитного излучения могут потребоваться магниты с экранированными корпусами для предотвращения непреднамеренного отключения или помех.
Ведущие производители, в том числе Racec, Halfen, Sommer и другие, предлагают техническую поддержку при выборе магнита и публикуют подробные технические данные с указанием статической удерживающей силы, силы, проверенной на вибрацию, диапазона рабочих температур и срока службы (обычно рассчитанного на От 500 000 до 1 000 000 циклов активации перед тем, как внутренние компоненты потребуют проверки).
Транспортировка, погрузка и монтаж пустотных плит перекрытий
После отливки, затвердевания и распиливания по длине пустотные бетонные плиты необходимо поднимать, транспортировать и устанавливать с осторожностью. Предварительно напряженная секция оптимизирована для положительного изгиба в направлении пролета; Неправильное обращение, вызывающее отрицательный изгиб или поперечную нагрузку, может привести к растрескиванию предварительно сжатой поверхности (потолка) — повреждению, которое трудно обнаружить и которое может поставить под угрозу характеристики конструкции.
Требования к подъему и транспортировке
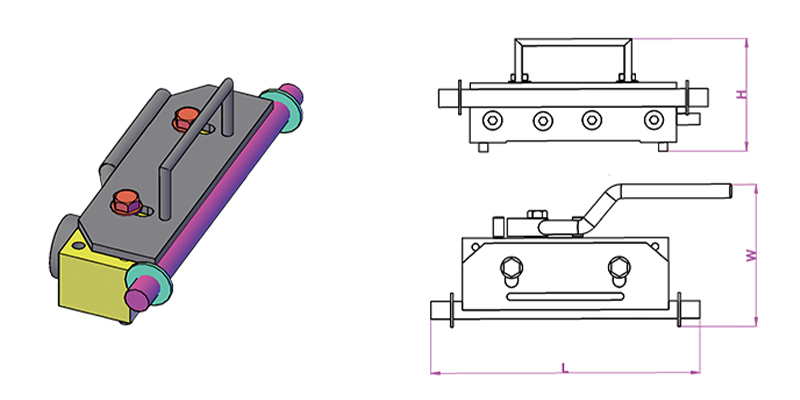
Пустотные плиты следует поднимать с помощью специально разработанных зажимов или балок и распорок, которые создают нагрузку в точках расчетной зоны подъема — обычно не более L/5 с каждого конца, где L — длина плиты. Для плит высотой более 10 м стандартным методом контроля изгибающих моментов является трехточечный или четырехточечный подъем с использованием распорной балки.
На месте плиты устанавливаются краном непосредственно на опорные балки, стены или выступы. Длина подшипника на каждом конце должна соответствовать минимальным требованиям — обычно 75 мм на стальных или сборных железобетонных опорах и 100 мм на каменной кладке или монолитном бетоне. — для обеспечения адекватной передачи нагрузки и предотвращения растрескивания концов при эксплуатационных нагрузках. Подушки из неопрена или строительного раствора используются для распределения контактного напряжения и соблюдения допусков на размеры.
Затирка продольных швов
Аdjacent hollow core slabs in a floor are connected by grouting the longitudinal joints between units. The grout — typically a Portland cement mix with a low water-cement ratio — fills the tapered or keyed joint and, once hardened, transfers horizontal shear between units, enabling the floor to act as a diaphragm. In seismic design, this diaphragm action is critical for distributing lateral forces to the vertical structural system. The grout is often reinforced with longitudinal tie bars placed in the open cores at the edges and grouted in, providing continuity reinforcement across the joint.
Точность продольного соединения частично зависит от того, насколько точно была выдержана форма кромки во время отливки — еще один момент, где опалубочные магниты и сопутствующие аксессуары с магнитным креплением напрямую влияют на качество уложенного пола. Форма, которая во время отливки смещается даже на 3–5 мм, может создать геометрию шва, которую трудно полностью залить раствором, в результате чего остаются пустоты, которые уменьшают передачу сдвига и водонепроницаемость.
Бетонное покрытие на месте
Многие перекрытия из пустотных плит имеют конструкционное бетонное покрытие, обычно толщиной 50–75 мм, которое заливается поверх сборных железобетонных элементов после установки. Эта начинка служит нескольким целям:
- Выравнивает поверхность пола, компенсируя разность выпуклостей между соседними плитами.
- Он создает прочную диафрагму, соединяя все блоки непрерывной армированной плитой.
- Это позволяет интегрировать стяжку пола, полы с подогревом или другие услуги в пределах глубины покрытия.
- При комбинированной конструкции увеличивается конструктивная глубина и несущая способность пола.
Верхняя поверхность пустотных плит, изготовленных экструзией, намеренно оставлена шероховатой — в процессе экструзии остается гофрированная или полосатая текстура, которая обеспечивает механическое соединение покрытия. Изделия, отлитые методом мокрого литья, требуют подготовки поверхности (обычно дробеструйной обработки или механической скарификации) для достижения эквивалентной прочности соединения, что увеличивает производственный этап и связанные с этим затраты.
Экологичность и материалоэффективность многопустотных бетонных плит
Строительная отрасль сталкивается с растущим давлением необходимости сокращения содержания углерода и потребления материалов. Пустотелые бетонные плиты выгодно отличаются от альтернативных систем полов по нескольким показателям устойчивости, особенно если учитывать полный жизненный цикл.
Уменьшенный объем бетона и стали
За счет удаления бетона из центральной зоны, где он мало влияет на сопротивление изгибу, при производстве пустотных плит используются На 30–45 % меньше бетона на квадратный метр чем эквивалентная сплошная плита с тем же пролетом и несущей способностью. Использование высокопрочной напрягаемой стали (1860 МПа) вместо обычной арматуры из мягкой стали (500 МПа) означает, что общий вес стали на единицу площади также значительно снижается: для пустотной плиты можно использовать только 2–4 кг/м² предварительно напряженной пряди по сравнению с 8–15 кг/м² арматурного стержня в обычной армированной плите, рассчитанной на те же характеристики.
Такое сокращение материала напрямую снижает содержание углерода в конструкции пола. Промышленные данные показывают, что типичная пустотная плита толщиной 265 мм имеет содержание углерода примерно 100–130 кг CO₂e/м² по сравнению с 160–200 кг CO₂e/м² для монолитной плоской плиты аналогичной конструкции, возводимой на месте.
Заводское производство и сокращение отходов
Заводское производство в контролируемых условиях сводит к минимуму потери материала из-за чрезмерного заказа, разливов и переделок. Отходы бетона на хорошо управляемом заводе сборных железобетонных изделий обычно составляют 1–3% от объема производства по сравнению с 5–10% и более на обычной площадке на месте. Использование опалубочных магнитов и стальных форм многоразового использования еще больше снижает количество отходов опалубки; высококачественная стальная форма, используемая с магнитным креплением, может быть повторно использована в течение тысяч производственных циклов, тогда как деревянная опалубка, установленная на месте, обычно выбрасывается после нескольких использований.
Соображения об окончании срока службы
Аt end of life, hollow core concrete slabs can be broken down and recycled as aggregate for road sub-base, fill material, or — in more advanced recycling streams — reprocessed into concrete aggregate. The prestressing strand can be recovered and recycled as scrap steel. Neither process is perfect, and some embodied carbon is lost in demolition and transport, but the relative simplicity of the material composition (concrete plus steel) makes hollow core slabs more straightforward to recycle than composite systems involving multiple bonded materials.
Распространенные приложения и примеры проектов
Пустотелые бетонные плиты используются в широком спектре типов зданий и инфраструктурных применений. Их универсальность обусловлена широким диапазоном доступных глубин, возможностью размещения сервисных проходок и закладных креплений (точно расположенных с помощью магнитных анкеров опалубки во время производства), а также их совместимостью с различными несущими конструкциями.
Многоэтажные жилые дома
В жилищном строительстве пустотные плиты толщиной 200–265 мм с пролетом 5–9 м между несущими стенами или балками являются стандартной спецификацией в Нидерландах, Скандинавии, Центральной Европе и Великобритании. 15-этажный жилой дом, в котором используются сборные пустотные перекрытия, может стать водонепроницаемым за 8–12 недель с первого этажа по сравнению с 20–30 неделями для эквивалентной монолитной бетонной конструкции. Регулярная планировка жилых зданий особенно хорошо подходит для пустотных блоков с одинаковой шириной и стандартным диапазоном пролетов.
Коммерческие офисные здания
Для обеспечения гибкости открытой планировки офисным зданиям требуются более длинные пролеты, обычно 9–14 м. Глубокие пустотные плиты (320–400 мм) с высоким уровнем предварительного напряжения рассчитаны на выдерживание приложенных нагрузок 3,5–5,0 кН/м² на эти пролеты без второстепенных балок. Открытый потолок многопустотных плит — по своей природе плоский и гладкий, полученный в процессе экструзии или мокрого литья, — все чаще остается видимым в качестве конструктивной особенности, что позволяет избежать затрат на подвесные потолки и получить преимущества по тепловой массе, которые снижают пиковые нагрузки охлаждения на 15–25% в хорошо спроектированных зданиях с естественной вентиляцией или смешанным режимом.
Автостоянки
Многоэтажные автостоянки являются одной из самых требовательных сред для сборного железобетона: обычно пролеты составляют 15–18 м, сосредоточенные нагрузки на колеса могут достигать 30–60 кН на ось, а конструкция подвергается воздействию противообледенительных солей, циклов замораживания-оттаивания и влаги. Пустотные плиты для автостоянок обычно Глубина 400–500 мм , изготовленный из бетона высоких марок (C50/60 или выше) с низким соотношением воды и цемента для обеспечения максимальной долговечности. Тонкие перемычки между стержнями требуют тщательного расчета бетонной смеси — низкий максимальный размер заполнителя, достаточная удобоукладываемость — и точного уплотнения, чему способствуют контролируемая производственная среда и системы контроля качества завода сборных железобетонных изделий.
Промышленные и складские здания
На складах, распределительных центрах и производственных объектах пустотные плиты используются в мезонинных перекрытиях, надземных погрузочных платформах и наземных перекрытиях на оголовках свай. В этих приложениях возможность предварительно установить литые подъемные розетки, анкерные каналы для стеллажных систем и электропроводку — все это позиционируется с помощью магнитных анкеров опалубки во время производства оборудования — значительно снижает затраты на монтаж на месте и программный риск.
Контроль качества и стандарты для пустотных бетонных плит
Пустотелые бетонные плиты, произведенные в Европе, должны соответствовать ЕН 1168:2005 А3:2011 — гармонизированный стандарт на сборные железобетонные пустотные плиты. Этот стандарт определяет требования к характеристикам структурной устойчивости, огнестойкости, опасных веществ, допусков на размеры и акустических характеристик, а также требования к заводскому производственному контролю, испытаниям и маркировке CE.
Ключевые допуски размеров согласно EN 1168 включают:
- Длина: ±20 мм для плит до 6 м; ±0,3% длины для плит длиной более 6 м
- Ширина: ±5 мм
- Глубина: ±5 мм
- Прямолинейность: ≤L/600, максимум 20 мм.
- Прямоугольность концов: ≤10 мм
- Выгиб: 15/−5 мм для плит до 12 м.
Аchieving these tolerances consistently depends on the quality of the entire production chain — from mix design and concrete batching, through strand tensioning accuracy, to formwork setting and post-casting inspection. The use of shuttering magnets and related magnetic positioning systems contributes to dimensional accuracy by eliminating the positional drift that occurs with conventional bolted forms under vibration, and by enabling rapid, precise repositioning when setting layouts change.
Помимо допусков на размеры, EN 1168 и сопутствующие стандарты проектирования Еврокода (EN 1992-1-1, EN 1992-1-2) требуют детальной проверки конструкции, включая изгиб, сдвиг, штамповку, торцевое крепление и огнестойкость. Процесс проектирования пустотного перекрытия включает в себя определение максимального пролета для требуемой нагрузки, выбор соответствующей глубины плиты и расположения прядей из таблиц нагрузок производителя, проверку длины опоры, проверку диафрагменного действия залитого пола и согласование монтажных проходок с инженером-строителем.
Сравнение пустотных плит с альтернативными системами полов
Выбор между пустотными бетонными плитами и конкурирующими системами перекрытий требует взвешивания структурных характеристик, скорости программы, стоимости, устойчивости и ограничений площадки. Ни одна система не выигрывает по всем критериям, но пустотные плиты имеют явные преимущества в конкретных сценариях.
| Критерий | Пустотелая плита | Плоская плита на месте | Композитная стальная палуба | Твердая сборная плита |
|---|---|---|---|---|
| Типичный диапазон диапазона | 6–20 м | 5–12 м | Балки 3–9 м (палубные) | 3–7 м |
| Вес (собственный) | Низкий–средний | Высокий | Низкий–средний | Высокий |
| Скорость установки | Очень быстро | Медленно (опалубка, лечение) | Быстро | Быстро |
| Огнестойкость (без дополнительной защиты) | РЭИ 60–240 | РЭИ 60–180 | Обычно REI 30–60. | РЭИ 60–180 |
| Эффективность материала | Высокий | Низкий | Средний | Низкий |
| Аcoustic performance | Хорошо (со стяжкой) | Хорошо | Справедливое (требует лечения) | Хорошо |
| Интеграция сервисов | Средний (cores usable) | Высокий (flexible) | Высокий | Низкий |
Сами по себе сердцевины дают полезное преимущество для строительных служб: в некоторых подходах к проектированию продольные пустоты используются в качестве воздуховодов для отопления, охлаждения или вентиляции, пропуская кондиционированный воздух через плиту, чтобы как обслуживать занимаемое пространство, так и использовать тепловую массу бетона для закалки. Этот подход с использованием термоактивируемой системы зданий (TABS) был реализован во многих офисных проектах в Центральной Европе, что привело к измеримому снижению пиковой потребности в охлаждении до 30–40% по сравнению с обычными воздушными системами.
Практические соображения для спецификаторов и подрядчиков
Выбор или приобретение пустотных бетонных плит требует взаимодействия с производителем на ранних этапах процесса проектирования. В отличие от монолитного бетона, который можно корректировать на месте, пустотные плиты имеют фиксированные размеры на заводе. Изменения после производства — вырезы, дополнительные крепления, модификации арматуры — технически возможны, но требуют больших затрат и времени. Правильное обеспечение информационного потока на этапе проектирования имеет решающее значение.
Информация, необходимая на этапе проектирования
- Структурные нагрузки: собственный вес, наложенные постоянные нагрузки (стяжка, перегородки, отделка), приложенные (категория помещения) и любые сосредоточенные нагрузки от оборудования, складских помещений или креплений облицовки.
- Определите условия пролета и подшипников на каждой опоре, включая любые непараллельные опоры или перекошенную геометрию.
- Класс огнестойкости, требуемый для зоны пола
- Расположение, размер и обрамление всех инженерных коммуникаций, включая муфты MEP, дренажные трубы, несущие колонны, проходящие через пол, и отверстия лифтовых шахт.
- Требуются закладные крепления: анкерные каналы, подъемные муфты, стяжные болты, заглушки кабелепроводов — все они устанавливаются с помощью магнитных анкеров опалубки и забиваются во время заводского производства.
- Аcoustic performance requirements, particularly for residential or mixed-use projects where impact and airborne sound must meet regulatory standards
- Пределы прогиба и ожидаемый изгиб, особенно в тех случаях, когда хрупкие отделочные материалы (плитка, терраццо) будут наноситься непосредственно на поверхность плиты.
Координация места установки
Монтаж пустотных плит на объекте требует координации мощности крана, маршрутов доступа, временных подпорок (если того требует проект конструкции), а также определения последовательности заливки цементного раствора, заливки верхнего слоя и деталей соединения конструкций. Грузоподъемность крана часто является критическим ограничением. : пустотная плита толщиной 400 мм, длиной 12 м и шириной 1,2 м весит примерно 5000–5500 кг. В условиях ограниченного городского пространства, где вылет крана снижает грузоподъемность, может потребоваться уменьшение длины плиты или использование более легкого агрегата — решение, которое зависит от проектирования пролетов, нагрузки и опорной конструкции.
Затирка швов должна точно соответствовать спецификации производителя. Использование слишком влажного раствора приводит к образованию пористого, слабого шва, склонного к растрескиванию; слишком сухой и он может не полностью заполнить профиль конического шва, оставляя пустоты. Затирку швов на больших площадях пола следует планировать как непрерывную операцию с привлечением соответствующего персонала и смесительной способности, чтобы избежать появления холодных швов за один проход.
Проверки после установки
Аfter installation and grouting, the completed hollow core floor should be inspected for:
- Дифференциальный развал между соседними агрегатами — допустим в пределах ±5 мм без долива; если больше, может потребоваться дополнительная глубина стяжки для достижения ровной поверхности
- Полнота затирки во всех продольных и поперечных швах
- Соответствие концевых подшипников на всех опорах
- Состояние литых вставок — о любых поврежденных или неправильно расположенных вставках следует сообщать и устранять их до нанесения топпинга или отделки.
- Аbsence of handling damage: cracking at slab ends, spalling at bearing areas, or longitudinal cracking in the webs that may indicate transport or erection damage
Инновации в технологии пустотных плит и магнитных опалубочных системах
Промышленность сборного железобетона продолжает развивать как пустотные плиты, так и производственные системы, используемые для их производства. Тем, кто принимает долгосрочные инвестиционные решения в инфраструктуру, стоит обратить внимание на несколько областей активного развития.
Сверхвысокопрочный бетон для производства пустотных блоков
Исследования сверхвысокопрочного бетона (UHPC) для применения в пустотелых конструкциях продолжаются в рамках нескольких европейских и азиатских исследовательских программ. Смеси UHPC с прочностью на сжатие 150–200 МПа позволяют еще больше уменьшить толщину полотна, уменьшая собственный вес при сохранении способности к сдвигу. Производственная проблема заключается в том, что UHPC несовместим со стандартным экструзионным оборудованием — армирование волокна и вязкость смеси требуют модифицированных методов литья — и роль опалубочные магниты and precision magnetic formwork systems при позиционировании более тонких и более точных форм становится еще более важным.
Аutomation and Robotics in Formwork Setting
Некоторые производители сборного оборудования теперь предлагают роботизированные системы установки опалубки, которые считывают расположение элементов из модели BIM и автоматически размещают боковые опалубки, концевые упоры и вставки на поверхности поддона. В этих системах обычно используются портальные роботы с системами технического зрения для выбора и установки компонентов опалубки. опалубочные магниты в качестве механизма окончательной фиксации — робот позиционирует форму, и активируется магнитный якорь, чтобы зафиксировать ее на месте. Первые пользователи этих систем сообщают о точности установки формы ± 1–2 мм и времени цикла, значительно меньшем, чем при ручной настройке, при стабильном качестве и сниженной утомляемости оператора.
Цифровая интеграция и умное производство
Современные заводы сборного железобетона все чаще интегрируют технологию цифровых двойников — виртуальную модель производственного цеха в реальном времени — с системами контроля качества, управления запасами и логистикой. Каждому элементу присваивается уникальный QR-код или RFID-метка на месте производства, связывающая его цифровую запись с конкретной партией бетона, партией прядей, положениями вставок с магнитной фиксацией и результатами проверки размеров. Эта прослеживаемость все чаще требуется генеральным подрядчикам и клиентам в сложных проектах, где требуется структурная отчетность в течение расчетного срока службы здания 50–100 лет.
Точность крепления магнитной опалубки в сочетании с проверкой качества готового элемента с помощью лазерного сканирования перед отправкой является частью этой цифровой цепочки качества. Плита, которая проходит все проверки размеров, записи прочности бетона и визуальный осмотр, отправляется с полной производственной записью, доступной с помощью QR-сканирования на месте, что позволяет инженеру-строителю или владельцу здания проверить соответствие, не полагаясь исключительно на бумажные сертификаты.








