 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

Контент
- 1 Что на самом деле делает арматурная проволока в сборном железобетонном строительстве
- 2 Типы связующих проводов для арматуры и их характеристики
- 3 Как арматурная стяжная проволока подключается к Подъемная система для сборного железобетона
- 4 Схемы связей для сборных арматурных каркасов
- 5 Подъемная система для сборного железобетона: обзор компонентов и номинальная нагрузка
- 6 Расчет необходимой мощности подъемной системы для сборного железобетона
- 7 Практическое применение связующей проволоки вокруг подъемных анкеров
- 8 Стандарты и соответствие арматурной стяжки и сборных подъемных систем
- 9 Оценка потребления арматурной проволоки для проектов сборных железобетонных конструкций
- 10 Контрольные точки контроля качества перед подъемом сборного железобетонного элемента
- 11 Выбор связующей проволоки для арматуры для различных условий эксплуатации сборных железобетонных изделий
- 12 Транспортировка и обработка объекта: где проверяется работа связующей проволоки
Что на самом деле делает арматурная проволока в сборном железобетонном строительстве
Арматурная проволока удерживает вместе арматурные стальные каркасы во время укладки и затвердевания бетона. В производстве сборного железобетона эта работа не ограничивается заливкой — она напрямую влияет на то, будет ли подъемная система для сборного железобетона работать безопасно, когда элемент покидает литейный слой. Плохо завязанная клетка смещается под действием вибрации, оставляет арматуру не на своем месте и уменьшает глубину заделки подъемных анкеров. В результате получается подъемная вставка, которая не может выдержать номинальную нагрузку.
Короткий ответ: арматурная проволока — это инструмент для поддержки конструкции, а не просто материал для домашнего хозяйства. На заводах по производству сборного железобетона, которые производят стеновые панели, двутавры, колонны и балки, калибр соединительной проволоки, рисунок скрутки и расстояние между связями влияют на то, будет ли арматурный каркас соблюдать проектные допуски на протяжении всего цикла литья. Клетка, которая смещается даже на 10 мм от своего расчетного положения, может поставить под угрозу покрытие анкера подъемной петли и значительно снизить эффективную способность выдвижения.
В этой статье представлена полная картина: типы и характеристики тросов, как связующая проволока взаимодействует со сборным подъемным оборудованием, практические схемы стяжек для элементов различной геометрии, данные о нагрузке, которые важны на строительной площадке, а также система соответствия, которая определяет как выбор проволоки, так и проектирование подъемной системы.
Типы связующих проводов для арматуры и их характеристики
Не вся соединительная проволока одинакова. Различия между продуктами имеют значение, когда вы работаете внутри сборной формы, где допуски жесткие, а арматурный каркас должен сохранять свою геометрию под давлением заливки бетона, скорость потока которого может достигать нескольких кубических метров в минуту.
Черная отожженная проволока
Черная отожженная проволока является наиболее широко используемой арматурной проволокой во всем мире. Его производят путем волочения низкоуглеродистой стальной проволоки с последующим отжигом ее при температуре от 650 до 750 °C для восстановления пластичности, утраченной в процессе волочения. В результате отжига образуется темная оксидная поверхность (следовательно, «черная») и делается проволока достаточно мягкой, чтобы ее можно было легко скручивать вручную или с помощью стяжного пистолета, не ломая.
Стандартные размеры, используемые при производстве сборных железобетонных изделий, варьируются от От 16 калибра (диаметр 1,6 мм) до 18 калибра (диаметр 1,2 мм) . Предел прочности при растяжении обычно составляет от 350 МПа до 550 МПа. Удлинение при разрыве обычно составляет 20% или выше, что позволяет проволоке аккуратно обматывать пересекающиеся стержни без разрушения. Обычно доступны рулоны весом 1 кг, 5 кг и 25 кг, причем стандартом для линий по производству сборных железобетонных изделий является 25 кг.
Оцинкованная проволока
Оцинкованная проволока имеет цинковое покрытие, нанесенное методом горячего или электрогальванического цинкования. Горячеоцинкованная проволока имеет толщину покрытия от 45 до 85 микрон , а электрооцинкованная проволока тоньше - от 5 до 25 микрон. В сборном железобетоне, предназначенном для морской среды, прибрежных сооружений или инфраструктуры, подверженной воздействию противообледенительных солей, рекомендуется использовать оцинкованную проволоку для предотвращения появления пятен ржавчины, которые могут просачиваться на поверхность архитектурных элементов.
Оцинкованная проволока более жесткая, чем черная отожженная проволока того же сечения. Это не проблема при ручной обвязке, но может вызвать проблемы при использовании автоматических пистолетов для связывания, откалиброванных для более мягкой проволоки. Операторы часто отказываются от одного размера — с 16 на 18 — при переходе на оцинкованную проволоку, чтобы обеспечить совместимость с машинами.
Проволока из нержавеющей стали
Связывающая проволока из нержавеющей стали марок 304 и 316 используется в специальных сборных железобетонных изделиях, где критическая устойчивость к коррозии имеет решающее значение: морские сооружения, водоочистные сооружения и архитектурные панели премиум-класса, где качество поверхности должно оставаться безупречным в течение десятилетий. Нержавеющая проволока тверже черной отожженной проволоки; предел прочности может превышать 700 МПа . Связывание вручную требует больше усилий, поэтому необходимы перчатки, поскольку концы проволоки более острые, а пружинение более выражено.
Связывающая проволока с ПВХ-покрытием
Проволока с ПВХ-покрытием иногда используется в сборных железобетонных изделиях, где хвостовик проволоки не должен касаться поверхности формы и оставлять следы ржавчины на открытой поверхности элемента. Покрытие обеспечивает электроизоляцию и предотвращает прямой контакт металла с металлом со стальной опалубкой. Типичная толщина покрытия составляет от 0,3 мм до 0,5 мм. Это нишевый продукт, но его стоит знать для проектов сборных архитектурных железобетонных изделий, где обработка поверхности является контрактным требованием.
| Тип провода | Диаметр (мм) | Предел прочности (МПа) | Удлинение (%) | Типичное использование |
|---|---|---|---|---|
| Черный отожженный | 1,2 – 1,6 | 350 – 550 | ≥ 20 | Общие сборные железобетонные конструкции, элементы конструкции |
| оцинкованный | 1,2 – 1,6 | 400 – 600 | 15 – 20 | Морские, прибрежные, архитектурные сборные железобетонные конструкции |
| Нержавеющая сталь | 1,0 – 1,6 | 600 – 800 | 10 – 15 | Оффшор, водоочистка, архитектура премиум-класса |
| ПВХ-покрытие | 1,2 – 1,6 | 350 – 500 | ≥ 18 | Архитектурные панели с открытой лицевой стороной |

Как арматурная стяжная проволока подключается к Подъемная система для сборного железобетона
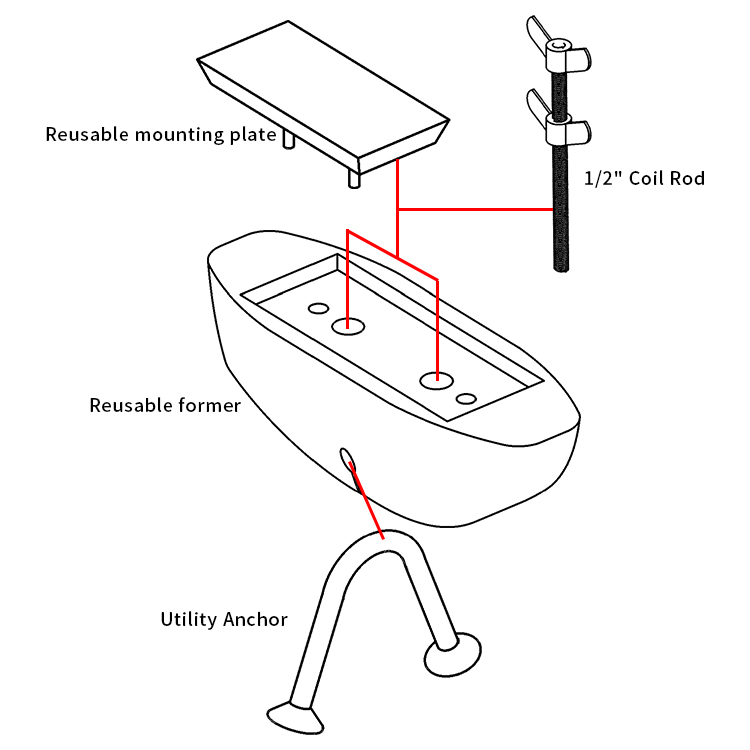
Подъемная система для сборного железобетона представляет собой скоординированный набор компонентов: залитые анкеры или петли, встроенные во время производства, подъемное оборудование, такое как муфты или скобы, распорные балки, а также кран или подъемник, обеспечивающий подъемную силу. Что связывает все это вместе — в буквальном смысле — это арматурный каркас, к которому прикреплены анкеры. Связывающая проволока — это среда, благодаря которой клетка сохраняет свою форму вплоть до момента заливки анкеров бетоном.
Когда точка крепления смещается со своего места до или во время заливки, последствия не являются косметическими. Подъемная петля, которая была спроектирована так, чтобы располагаться на глубине 80 мм от поверхности и заканчиваться на глубине 55 мм, потеряла значительную часть своей способности вытягивания. В зависимости от бетонной смеси и геометрии элемента это может снизить предел рабочей нагрузки на от 20% до 40% . В 10-тонной сборной стеновой панели, поднятой с помощью четырех анкеров, такая ошибка создает реальный риск того, что один или несколько анкеров выйдут из строя под динамическими нагрузками, возникающими при подъеме.
Литые подъемные анкеры и требования к их креплению
Наиболее распространенными залитыми анкерами, используемыми в подъемной системе сборного железобетона, являются:
- Вставки с наконечниками (короткие резьбовые муфты, отлитые заподлицо с поверхностью)
- Вставки для катушек (резьбовые анкеры для катушек для использования с болтами для катушек)
- Подъемные петли (петли из проволоки или арматуры, выступающие из верхней поверхности)
- Плоские пластинчатые анкеры со срезными шпонками, встроенными в плиту
- Поворотные пластинчатые анкеры для подъема в разных направлениях.
Перед заливкой каждый из них должен быть механически прикреплен к арматурному каркасу. Арматурная проволока является стандартным методом крепления. Вставки с наконечниками обычно привязываются к соседним стержням с помощью восьмерки с использованием черной отожженной проволоки 16 калибра, прокручиваются как минимум дважды вокруг основания вставки и скручиваются до плотного прилегания. Подъемные петли привязываются у их основания, где петля выходит из бетона — проволока предотвращает проталкивание петли глубже под давлением бетона во время вибрации.
Производители анкеров указывают минимальные требования к стяжкам в своей технической документации. Halfen, Meadow Burke, Pfeifer и Leviat публикуют руководства по установке, в которых описывается, сколько связей необходимо и в каких местах на корпусе якоря. Следование этим руководствам не является обязательным — это часть гарантийной цепочки и ответственности. Использование провода неправильного сечения, недостаточное количество скруток или пропуск связей на якоре полностью аннулируют сертификат номинальной мощности якоря.
Динамические нагрузки во время подъема и почему важна целостность клетки
Статический вес — это только часть истории. Сборный железобетонный элемент, поднимаемый краном, испытывает динамические коэффициенты усиления, которые увеличивают эффективную нагрузку на каждый анкер. В большинстве подъемных систем для сборных железобетонных конструкций применяются динамические коэффициенты. от 1,3 до 2,0 в зависимости от условий подъема. 5-тонный элемент, поднимаемый на строительной площадке с помощью одного анкера в идеальных условиях, должен иметь расчетную нагрузку этого якоря не менее 6,5 тонн, чтобы соответствовать динамическому коэффициенту 1,3, прежде чем будет применяться какой-либо коэффициент безопасности.
Это означает, что движение клети во время заливки, вызванное ослаблением или отсутствием арматурной проволоки, может привести к отказу подъемной системы, даже если анкер был выбран правильно для расчетной нагрузки. Хорошо связанная клетка — это не роскошь, а требование к пути нагрузки.
Схемы связей для сборных арматурных каркасов
Способ применения арматурной проволоки в местах пересечения арматуры влияет на жесткость каркаса, время, необходимое для его изготовления, и качество готовой сборки. В производстве сборного железобетона, где важны как скорость производства, так и точность, выбор схемы шпал является практическим инженерным решением, а не просто привычкой.
Простой галстук (зажимной галстук)
Застежка-завязка — самая быстрая в исполнении. Проволоку обматывают по диагонали вокруг места пересечения, два конца сводят вместе, и крючок или плоскогубцы скручивают их до тех пор, пока проволока не вгрызется в себя. Общее количество поворотов обычно составляет два-три полных оборота. Эта стяжка подходит для ненесущих внутренних пересечений плит и стен, где основной функцией является сборка каркаса, а не точный контроль положения.
Галстук-восьмерка
Восьмерка или седловидная стяжка оборачивает проволоку в виде восьмерки вокруг обоих стержней в месте их пересечения. Это создает более устойчивое соединение, препятствующее вращению стержней относительно друг друга. Это предпочтительный галстук для анкерные крепления и для пересечений вблизи периметра сборного железобетона, где давление бетона во время заливки самое высокое. Восьмерка занимает примерно на 30% больше времени, чем застежка-защелка, но обеспечивает значительно лучшую позиционную стабильность.
Перекрестная галстук (двойная обертка)
Поперечная стяжка удваивает проволоку вокруг пересечения перед скручиванием. Это используется в точках с высокой нагрузкой — углах, перегруженных участках и местах, где несколько стержней сходятся рядом с подъемным анкером. В некоторых спецификациях сборных железобетонных изделий требуются поперечные связи на каждом третьем пересечении стержней по периметру для сохранения геометрии клетки во время транспортировки собранной клетки от станции связи к форме. Это важно для крупных элементов, таких как двойные тройники и стадионные стояки, где клетка может перемещаться краном на 20–30 метров перед установкой.
Галстуки-пистолеты
Автоматические пистолеты для стяжки, такие как Max RB441T или Makita DTR180, разворачивают предварительно нарезанные катушки проволоки и выполняют связку менее чем за одну секунду на каждое пересечение. На крупных предприятиях по производству сборных железобетонных изделий использование стяжного пистолета сокращает время обвязки на от 60% до 70% по сравнению с связыванием вручную, а постоянное количество скруток улучшает однородность. Ограничение состоит в том, что пистолеты для галстуков лучше всего работают на плоских ковриках; в трехмерных клетках с малым расстоянием между стержнями в перегруженных зонах остается необходимость ручного связывания.
| Узор Галстука | Относительная скорость | Позиционная стабильность | Лучшее приложение |
|---|---|---|---|
| Застежка-галстук | Быстро | Умеренный | Пересечения внутренних плит |
| Восьмерка | Умеренный | Высокий | Анкерные стяжки, брусья по периметру |
| Крест галстук | Медленно | Очень высокий | Углы, подъемные анкерные зоны |
| Галстук-пистолет | Очень быстро | Умеренный to High | Сборка плоских ковриков, крупносерийное производство |
Подъемная система для сборного железобетона: обзор компонентов и номинальная нагрузка
Понимание системы подъема сборного железобетона означает понимание каждого компонента грузовой цепи, от анкера, залитого в бетон, до крюка крана наверху. Каждое звено этой цепи должно быть рассчитано на одинаковую минимальную нагрузку. Слабое звено в любом месте системы определяет безопасную пропускную способность системы.
Литые анкеры
Закладные анкеры являются основой любой подъемной системы для сборного железобетона. Их грузоподъемность зависит от прочности бетона на сжатие во время подъема, глубины установки анкера, краевого расстояния, расстояния между анкерами и угла приложенной нагрузки. Большинство производителей публикуют таблицы нагрузок для прочности бетона на сжатие 20 МПа, 25 МПа, 30 МПа и 40 МПа. Типичный подъемный якорь номиналом Предел рабочей нагрузки 5 тонн (WLL) в бетоне с давлением 30 МПа номинальная нагрузка может быть снижена до 3,5 тонн, если подъем происходит, когда давление бетона достигло только 20 МПа.
Вот почему заводы по производству сборных железобетонных изделий всегда проверяют прочность бетона, прежде чем выпускать элементы для подъема. Неразрушающий контроль с помощью молотка Шмидта или испытание на выдергивание сопутствующих кубиков, отвержденных рядом с элементом, дают данные о прочности, необходимые для подтверждения прочности анкера.
Подъемные муфты и крюки
Подъемные муфты соединяют крюк крана или траверсу с залитым анкером. Для резьбовых вставок перед подъемом включается и блокируется соответствующая резьбовая муфта. Для подъемных петель через петлю проходит крюк или скоба. Муфты должны быть совместимы с анкерной системой — использование муфты из семейства продуктов другого производителя может снизить номинальную пропускную способность соединения до 50% поскольку меняется геометрия передачи нагрузки между корпусом сцепления и головкой якоря.
Распорные балки
Распорные балки используются, когда сборный железобетонный элемент имеет несколько точек крепления и крюк крана должен прикладывать нагрузку вертикально, а не под углом. Углы строп имеют огромное значение: двухветвевой строп с углом между опорами в 60 градусов увеличивает нагрузку на каждую опору на 15% по сравнению с вертикальным . При угле наклона в 120 градусов каждая ножка несет на себе вес, превышающий вес элемента, поскольку геометрия работает против системы. Распорные балки исключают это, удерживая все опоры стропа близко к вертикали.
Для крупных сборных элементов — мостовых балок высотой более 20 метров, подступенков стадиона и больших сборных фасадных панелей — распорные балки могут быть специально изготовлены в соответствии с расположением анкеров конкретного типа элемента. Эти специально изготовленные балки калибруются и испытываются под нагрузкой перед вводом в эксплуатацию.
Тросовые и цепные стропы
Тросовые и цепные стропы представляют собой гибкие соединители между траверсой и крюком крана или непосредственно между якорем и крюком в более простых подъемниках. Оба имеют рейтинг WLL и могут быть снижены в зависимости от количества опор и угла наклона стропы. При подъеме сборного железобетона стропы цепные четырехветвевые с мастер-звеньями являются общими, поскольку они распределяют нагрузку на все четыре анкера одновременно и могут быть отрегулированы с учетом асимметричных нагрузок.
Расчет необходимой мощности подъемной системы для сборного железобетона
Планирование подъема сборного железобетона — это инженерная задача, а не решение строительной площадки. Последовательность вычислений следует определенной логике, которая начинается с массы элемента и продолжается с учетом динамических факторов, коэффициентов безопасности и геометрического снижения номинальных характеристик для достижения минимальной номинальной мощности, необходимой для каждого компонента подъемной системы.
Шаг 1: Определите массу элемента
Бетон нормального веса имеет плотность около 2400 кг/м³ . Легкие бетонные смеси, используемые в некоторых сборных железобетонных изделиях, могут иметь плотность всего 1800 кг/м³. Масса элемента рассчитывается по конструктивным чертежам. Для стеновой панели длиной 6 м, высотой 3 м и толщиной 200 мм из бетона нормальной массы: 6×3×0,2×2400 = 8640 кг, или примерно 8,6 тонны.
Шаг 2. Примените динамический коэффициент
Динамический фактор учитывает силы ускорения во время подъема крана, включая подъем со станины и установку на место. PCI (Институт сборного/предварительно напряженного бетона) и аналогичные стандарты обычно определяют динамический коэффициент 1,5 для нормальных условий подъема на заводе сборных железобетонных изделий и до 2,0 для крановых подъемов, требующих горизонтального перемещения на большие расстояния или подъемов в ветреную погоду. Применение 1,5 к панели массой 8,6 тонны дает динамическую нагрузку 12,9 тонны.
Шаг 3. Примените коэффициент безопасности
Коэффициенты безопасности для компонентов подъемной системы установлены такими стандартами, как EN 13155 (нефиксированные грузоподъемные приспособления), AS/NZS 4991, а также местными нормами по кранам и такелажу. Для залитых якорей и муфт коэффициент запаса 4:1 сверх номинальной нагрузки при отказе обычно применяется для достижения WLL. Это уже встроено в опубликованную таблицу WLL производителя анкеров, поэтому задача планировщика состоит в том, чтобы гарантировать, что опубликованная WLL превышает динамическую нагрузку.
Шаг 4. Учитывайте количество точек крепления и распределение нагрузки
Динамическая нагрузка массой 12,9 тонны распределяется по всем активным точкам крепления. Если в стеновой панели массой 8,6 тонны используются четыре симметрично расположенных анкера, то теоретически каждый анкер выдерживает 3,2 тонны. Однако практика проектирования подъемных систем признает, что идеальное распределение нагрузки по четырем точкам маловероятно из-за допусков на размещение анкеров и расположение крюка крана. Распространенным консервативным предположением является то, что только три из четырех якорей одновременно несут нагрузку, а это означает, что каждый якорь должен быть рассчитан на 12,9 / 3 = 4,3 тонны полной массы .
Практическое применение связующей проволоки вокруг подъемных анкеров
Правильное применение арматурной проволоки вокруг подъемных анкеров требует большей осторожности, чем связывание стандартных пересечений стержней. Анкер является компонентом, ответственным за нагрузку, и его положение относительно бетонной поверхности и окружающей арматуры должно быть точным.
Процедура закрепления вставки наконечника
Вставки с наконечниками представляют собой муфты с цилиндрической или конической резьбой, которые отлиты заподлицо с бетонной поверхностью. Обычно они изготавливаются из ковкого чугуна или стали и имеют приваренный к ним базовый фланец или арматурный стержень для крепления к бетонной массе. Процедура связывания проволоки для вставки наконечника следующая:
- Расположите вставку в правильном месте на поверхности формы, убедившись, что резьбовое отверстие закрыто пенопластовой заглушкой, чтобы предотвратить попадание бетона.
- Пропустите петлю из черной отожженной проволоки № 16 через крепление основания вставки и вокруг ближайшего продольного стержня.
- Добавьте вторую петлю из проволоки вокруг ближайшей поперечной перекладины перпендикулярно первой.
- Плотно закрутите обе завязки с помощью крючка — минимум три полных оборота. Отрежьте хвостик до 20 мм и согните его плоско, чтобы избежать контакта с поверхностью формы.
- Прежде чем начать заливку, убедитесь, что вставка находится на одном уровне с поверхностью формы (не выступает ни вперед, ни в утопление).
Процедура закрепления подъемной петли
Подъемные петли представляют собой петли из проволоки или арматуры, которые выступают над верхней поверхностью сборного железобетонного элемента и зацепляются с помощью муфты или скобы крана. Их закладные ножки необходимо связать, чтобы петля не сдавливалась при вибрации бетона.
- Расположите петлю в расчетном месте так, чтобы закладные опоры проходили параллельно основным арматурным стержням или пересекали их, как указано на расчетном чертеже.
- Привяжите каждую встроенную опору к ближайшему арматурному стержню с помощью восьмерки минимум в двух точках вдоль каждой опоры.
- Если петля имеет опорную пластину или раздвижную ножку, привяжите пластину как минимум к двум перекладинам с помощью поперечных стяжек.
- Перед заливкой убедитесь, что высота выступа петли над верхней поверхностью соответствует рисунку.
Распространенные ошибки, которых следует избегать
- Использование проволоки меньшего размера (калибр 20 или меньше) для анкерных стяжек — проволока растягивается под давлением вибрации бетона и позволяет анкеру перемещаться.
- Привязка только к одному стержню, если указаны две перпендикулярные затяжки — одноосное ограничение допускает вращение.
- Перекручивание проволочной проволоки до тех пор, пока она не порвется — сломанная стяжка на анкере не обеспечивает никакой фиксации, и ее необходимо заменить перед заливкой.
- Оставляя длинные проволочные хвосты, которые соприкасаются с поверхностью формы, они оставляют следы на поверхности, а на архитектурных элементах - видимые пятна ржавчины после извлечения из формы.
- Пропуск стяжек на анкерах, которые кажутся «устойчивыми» в форме — вибрация бетона во время уплотнения может сдвинуть даже внешне устойчивое оборудование на несколько миллиметров.
Стандарты и соответствие арматурной стяжки и сборных подъемных систем
Как арматурная стяжка, так и подъемные системы для сборного железобетона регулируются техническими стандартами. Соблюдение этих стандартов не является обязательным для строительных проектов — это предварительное условие для страхового покрытия, одобрения регулирующих органов и защиты ответственности производителя. Соответствующие стандарты различаются в зависимости от региона, но ключевые ссылки совпадают в своих требованиях.
Стандарты на арматурную связующую проволоку
- АСТМ А82/А82М (США): Стандартная спецификация на стальную проволоку, гладкую, для армирования бетона — применяется к проволоке, используемой при производстве связующей проволоки.
- БС ЕН 10218 (Европа): Стальная проволока и изделия из нее — общие методы испытаний, включающие испытания размеров и механических свойств.
- ГБ/Т 343 (Китай): Стандарт универсальной низкоуглеродистой стальной проволоки, широко используемый китайскими производителями соединительной проволоки.
- ДЖИС Г 3532 (Япония): Стандарт проволоки из низкоуглеродистой стали, охватывающей проволоку, из которой производятся изделия из вязальной проволоки.
Стандарты для подъемных систем из сборного железобетона
- ЕН 13155:2003 А2:2009 : Нефиксированные грузоподъемные приспособления – требования безопасности к закладным анкерам и подъемным муфтам, используемым в Европе.
- Руководство по проектированию PCI, 8-е издание : Основной справочник по проектированию сборных железобетонных изделий и предварительно напряженного железобетона в Северной Америке, включая полную главу, посвященную погрузочно-разгрузочным работам, транспортировке и монтажу, в которой рассматривается проектирование подъемных систем.
- АС 3850 (Австралия): Стандарт подъемно-бетонной конструкции, который включает требования к подъемным вставкам, первоклассным стержням и минимальной прочности бетона, необходимой перед подъемом.
- OSHA 29 CFR 1926.753 (США): Охватывает использование кранов и вышек в строительстве, включая требования к проверке такелажа и квалификации оператора, применимые к подъемникам из сборных железобетонных конструкций.
На практике документация о соответствии требованиям для подъема сборного железобетона включает в себя план подъема элемента, таблицы WLL производителя анкера со ссылкой на прочность бетона элемента, протокол независимой проверки установки анкера, а также сертификацию крана и такелажа. Проволока для крепления арматуры является частью этой картины благодаря протоколу осмотра клетки, который должен подтвердить, что все анкеры были закреплены в соответствии со спецификацией перед заливкой.
Оценка потребления арматурной проволоки для проектов сборных железобетонных конструкций
Руководителям проектов и группам закупок необходимо точно оценить расход арматурной проволоки, чтобы избежать задержек производства, вызванных нехваткой материалов. Расход проволоки зависит от шага стержней, диаметра стержней, толщины элемента и используемой схемы связи. Эмпирическое правило отрасли для стандартных сборных железобетонных изделий следующее: От 8 до 12 кг связующей проволоки на тонну арматурной стали. . Для плотно расположенных клеток в элементах конструкций с малым расстоянием между стержнями (межцентры 100 мм) расход может достигать 15 кг на тонну.
Рабочий пример: производство сборных стеновых панелей
Завод сборного железобетона, производящий 50 стеновых панелей в неделю, каждая из которых содержит 180 кг арматурной стали, использует 50 × 180 = 9000 кг арматуры в неделю. При норме расхода 10 кг вязальной проволоки на тонну арматуры еженедельная потребность в связующей проволоке составляет 90 кг . В рулонах по 25 кг это примерно 4 рулона в неделю. На большинстве заводов сборного железобетона имеется резервный запас сроком на 2–4 недели, поэтому для данного объема производства постоянный запас составит от 8 до 16 бухт черной отожженной проволоки 16-го калибра.
При использовании пистолетов для стяжки расход немного увеличивается, поскольку машина применяет постоянную скрутку с определенной длиной проволоки на каждую стяжку, и оператор имеет тенденцию связывать больше пересечений, чем работник, связывающий вручную, за одно и то же время. Планируйте Увеличение от 10% до 15% расхода проволоки при переходе от ручного связывания к работе с помощью пистолета для связывания.
Контрольные точки контроля качества перед подъемом сборного железобетонного элемента
Систематический процесс контроля качества, охватывающий как арматурные стяжки, так и компоненты подъемной системы, имеет важное значение, прежде чем любой сборный железобетонный элемент покинет литейный стан. Следующий контрольный список отражает то, что используют хорошо работающие заводы по производству сборных железобетонных изделий, прежде чем выпускать элемент для подъема.
Перед заливкой бетона
- Все подъемные анкеры привязываются к клетке в указанных местах с использованием проволоки указанного сечения и схемы крепления.
- Положения анкеров проверены по проектному чертежу — горизонтальное и вертикальное положения с допуском ±5 мм.
- На всех резьбовых вставках установлены пенопластовые заглушки или пластиковые колпачки.
- Распорки покрытия (стулья и распорки для галстуков) устанавливаются на правильном расстоянии, чтобы поддерживать глубину покрытия по всем стержням, включая точки крепления подъемных анкеров.
- Проверка клетки подписывается инспектором по контролю качества и протоколируется.
После зачистки, перед подъемом
- Прочность бетона на сжатие подтверждена испытаниями — соблюдена минимальная прочность на подъем, указанная производителем анкера.
- Вся резьба анкеров очищена и проверена — муфты могут быть включены и заблокированы.
- Компоненты подъемной системы (муфты, стропы, траверса) проверены и находятся в пределах сроков обслуживания.
- Безопасная рабочая нагрузка крана подтверждена для радиуса подъема и массы элемента.
- План подъема рассмотрен и утвержден крановщиком и начальником такелажа.
Выбор связующей проволоки для арматуры для различных условий эксплуатации сборных железобетонных изделий
Выбор провода не является универсальным решением. Среда, в которой будет использоваться сборный железобетонный элемент, требования к качеству поверхности и метод производства – все это влияет на выбор подходящего типа и сечения проволоки.
Структурный сборный железобетон для зданий
Стандартные колонны, балки, плиты и стеновые панели для зданий в неагрессивных средах: Черная отожженная связующая проволока 16 калибра в мотках по 25 кг. Защелкивающиеся стяжки для внутренних пересечений, восьмерочные стяжки на стержнях по периметру и в местах крепления. Использование пистолета для стяжки рекомендуется для плоских элементов мата (плит, панелей) для повышения скорости и стабильности.
Инфраструктура и морской сборный железобетон
Балки мостов, морские крылья, панели дамб и береговая инфраструктура: горячеоцинкованная проволока диаметром 16 мм. . Гальванизация предотвращает проникновение ржавчины через бетонную поверхность, что важно как с эстетической точки зрения, так и для долговечности в средах с высоким содержанием хлоридов. Если используется армирование из нержавеющей стали (высокоагрессивные морские зоны), рекомендуется использовать проволоку из нержавеющей стали соответствующего класса для предотвращения гальванической коррозии в точке контакта проволоки с стержнем.
Архитектурные сборные фасады
Панели из открытого заполнителя, фасады из полированного бетона и несущие элементы из стекловолокна (GFRC): проволока с ПВХ-покрытием или оцинкованная с тщательным обращением с хвостиками проволоки. Все концы проволоки должны быть направлены в сторону от открытой поверхности и быть согнуты на расстоянии не менее 15 мм от любой поверхности формы. Некоторые архитектурные спецификации сборного железобетона требуют положительного заключения инспекции о том, что на расстоянии менее 25 мм от поверхности отлитого изделия нет оголенной стальной проволоки.
Сборный железобетон в условиях холодной погоды
Черная отожженная проволока становится немного более хрупкой в холодных условиях. При температуре ниже 0 °C предварительный нагрев катушки с проволокой или работа в отапливаемом литейном цехе снижает риск обрыва проволоки во время обвязки. Снижение удлинения при отрицательных температурах является умеренным — обычно на 2–4 % ниже, чем при 20 °C, — но в очень холодном климате (ниже −10 °C) разумной мерой предосторожности является переход на проволоку с более высокими характеристиками удлинения или снижение толщины на один калибр.
Транспортировка и обработка объекта: где проверяется работа связующей проволоки
Качество арматурных стяжек проверяется не только во время подъема с литейного стана, но и на протяжении всего процесса транспортировки и установки на площадке. Перед окончательной установкой сборный железобетонный элемент можно поднимать до четырех раз: подъем из формы, транспортировка на склад, погрузка на грузовик и окончательное размещение. Каждый подъемник подвергает подъемную систему сборного железобетона динамическим нагрузкам. Между подъемниками элемент транспортируется на бортовом грузовике или низкорамном грузовике, где вибрация дороги создает циклическую нагрузку на бетон вокруг анкерных вставок.
Элементы с плохо связанными клетками, которые допускали движение клетки во время заливки, могут иметь трещины вокруг мест крепления после транспортировки, даже если первый подъем оказался успешным. Микротрещины распространяются при циклических нагрузках и могут привести к выдергиванию анкера при нагрузках ниже номинальной максимальной нагрузки. Вот почему документация по проверке клетки передается вместе с элементом: если повреждение обнаружено на месте, протокол проверки является отправной точкой для расследования.
Цепочка поставок сборного железобетона надежна настолько, насколько надежен самый слабый этап контроля качества. Работа с арматурной проволокой находится на ранней стадии этой цепочки, но ее последствия распространяются на весь путь до окончательной установки. Правильная установка с самого начала — правильный тип проволоки, правильный калибр, правильная схема крепления и правильное закрепление анкеров — является наиболее рентабельной инвестицией в контроль качества при производстве сборного железобетона.








