Когда дело доходит до строительства бетонных конструкций, правильное связывание арматурной стали является одним из наиболее важных шагов, определяющих, будет ли конструкция работать безопасно в течение десятилетий. . Независимо от того, работаете ли вы со сборными железобетонными панелями, монолитными плитами или сложными балками, способ крепления арматуры напрямую влияет на передачу нагрузки, консистенцию бетонного покрытия и долговечность. Краткий ответ: используйте связующую проволоку подходящего диаметра, применяйте правильную схему стяжки для типа соединения, сохраняйте бетонное покрытие толщиной не менее 1,5 дюйма и всегда сочетайте качество связывающих работ. Аксессуары для сборного железобетона которые разработаны для конкретного применения.
В этом руководстве подробно рассматриваются все аспекты связывания арматурной стали — от калибра проволоки и инструментов для связывания до того, как аксессуары, такие как барные стулья, распорки и механические муфты, взаимодействуют с сборкой арматуры. Если вы определяете, изготавливаете или проверяете железобетон, эта информация вам нужна.
Почему правильное связывание арматурной стали имеет большее значение, чем думает большинство людей
Арматурные связи не являются конструктивными в инженерном смысле — они не несут нагрузки. Но они удерживают клетку вместе во время укладки бетона, предотвращая смещение стержней под действием вибрации бетонного вибратора или веса и течения свежего бетона. Неровная полоса даже полдюйма могут уменьшить эффективную глубину сечения балки на 5–10 %. , значительно уменьшая изгибную способность без каких-либо видимых признаков проблемы.
Последствия усугубляются при производстве сборного железобетона, где стандартными являются жесткие допуски на размеры. Сборные железобетонные панели, мостовые балки и несущие колонны проектируются с учетом положений арматуры, измеренных с точностью до долей дюйма. Ослабленные связи, которые позволяют стержням смещаться до того, как бетон схватится, могут привести к тому, что компоненты, выходящие за пределы допусков, не пройдут проверку качества или, что еще хуже, пройдут проверку и не будут работать должным образом.
Помимо контроля размеров, правильно связанные клетки обеспечивают равномерное размещение Аксессуары для сборного железобетона такие как подъемные вставки, анкерные пластины, закладные пластины и втулки. Эти аксессуары удерживаются на месте благодаря жестким арматурным каркасам. Плохо завязанный сепаратор — это неудачно установленная вставка, а это означает проблемы на местах: несоосные соединения, неадекватная грузоподъемность и дорогостоящие ремонтные работы.
Связывающая проволока: типы, калибры и когда использовать каждую из них
Наиболее распространенным материалом для связывания арматурной стали является отожженная черная проволока, также называемая мягкой черной проволокой. Его мягкость после отжига позволяет ему плотно скручиваться, не ломаясь, и он достаточно хорошо противостоит коррозии в сухой среде. Стандартный диапазон толщины для обвязки арматуры составляет От 16 до 18 AWG (американский калибр проводов) , при этом 16,5 AWG наиболее широко используется в коммерческом строительстве.
Типы проводов по применению
| Тип провода | Калибр | Лучшее приложение | Примечания |
| Отожженная черная проволока | 16–18 AWG | Общие работы по перекрытиям, стенам, колоннам | Самый экономичный, широко доступный |
| Оцинкованная проволока | 16 AWG | Морские, прибрежные зоны, зоны с высокой влажностью | Более высокая стоимость, лучшая коррозионная стойкость |
| Проволока из нержавеющей стали | 16–18 AWG | Арматурные клетки с эпоксидным покрытием или из нержавеющей стали | Предотвращает гальваническую коррозию между разнородными металлами. |
| Предварительно нарезанная связующая проволока (в бухтах) | 16,5 AWG | Автоматические обвязочные инструменты, объемная работа | Работает с аккумуляторными инструментами для стяжки. |
Таблица 1: Распространенные типы связующей проволоки и рекомендуемые области их применения при армировании стальных конструкций.
Один практический совет: избегайте использования проволоки, которая слишком тяжела для комбинации перекладин. При связывании стержней № 4 проводом 14 AWG образуются скручивающиеся хвостики, которые выступают в зону покрытия. Поворотные хвостики всегда должны быть согнуты внутрь — к корпусу клетки — чтобы они не мигрировали на бетонную поверхность и не вызывали пятен ржавчины или растрескивания.
Стандартные выкройки галстуков и где их применять
Существует шесть общепризнанных схем крепления арматуры, каждая из которых подходит для определенной геометрии соединения или конструктивных требований. Знание того, что применять, сокращает количество отходов проволоки, ускоряет производство и гарантирует, что стяжка действительно удерживает силы при укладке бетона.
Застежка-галстук
Защелкивающаяся стяжка (также называемая простой стяжкой) является самой быстрой в исполнении и подходит для пересечений стержней в плоских плитах и стенах, где стержни пересекаются под углом 90 градусов, и соединение не будет подвергаться сильной вибрации. Оберните проволоку вокруг обоих стержней, скрестите концы и скрутите с помощью крючка до плотного прилегания. У опытного слесаря на одну нить уходит менее 3 секунд. Однако защелки не подходят для пересечений вблизи строительных швов или в местах, где стержни должны быть точно закреплены — они допускают небольшое вращение под действием силы.
Седловидный галстук
Для перекрестков, которые должны противостоять большему движению - особенно обручей каркаса колонны, привязанных к вертикальным стержням - седельная стяжка оборачивает проволоку под перекладиной и над верхней перекладиной с обеих сторон перед скручиванием. Это создает четырехточечный контакт, который сопротивляется вращению штанги гораздо лучше, чем защелкивающаяся стяжка. Большинство спецификаций каркаса колонны требуют седловых стяжек минимум на каждом третьем пересечении, а в других местах разрешены защелкивающиеся стяжки.
Ничья «восьмерка»
Используется в основном там, где стержни пересекаются под углом, отличным от 90 градусов, или где требуется особенно надежное соединение. Перед скручиванием проволока проходит вокруг обоих стержней в виде восьмерки. Эта связь также предпочтительна для армирования при диагональном сдвиге в балках и для связей в углах каркасов колонн. Это требует немного больше проволоки и времени, но дает заметно более жесткое соединение.
Галстук с запахом и седлом
Для тяжелых каркасных конструкций, например, в опорах мостов или больших сборных балках, часто используются связки с седлами. Проволока полностью оборачивается вокруг нижней планки, а затем натягивается на верхнюю планку и скручивается. Это наиболее надежная схема связи вручную, и она требуется некоторыми спецификациями DOT для первичного армирования элементов моста.
Застежка-галстук with Kick (Double-Loop)
Вариант застежки-защелки, при которой перед намоткой проволока складывается вдвое. Часто встречается в матовых фундаментах, где стержни большие (№ 8 и выше), а одна прядь проволоки не обеспечивает достаточной силы зажима. Удвоение проволоки эффективно удваивает удерживающую силу в соединении.
Инструменты для связывания: от ручного крючка до машин с батарейным питанием
Правильный инструмент для обвязки значительно сокращает трудозатраты. При заливке крупных коммерческих плит бригада, использующая автоматические инструменты для связывания с батарейным питанием, может добиться Скорость связывания в 2–3 раза выше экипажа, использующего ручные крючки, с более равномерным закручиванием и меньшей усталостью рук.
Ручные крючки для галстуков
Стандартный ручной крючок представляет собой простой инструмент с изогнутым стержнем, обычно длиной 8–10 дюймов. Существуют также скоростные крючки с вращающимся стволом, которые позволяют скручивать проволоку путем вращения ручки, а не движения запястья — это значительно снижает утомляемость рук при выполнении больших работ. Ручные крючки не требуют источника питания и работают в любых условиях, что делает их запасным инструментом в ограниченном или неудобном пространстве, где автоматический инструмент не подходит.
Автоматические инструменты для связывания с батарейным питанием
В инструментах таких производителей, как MAX, Makita и DEWALT, используются предварительно загруженные катушки с проволокой, позволяющие намотать и скрутить стяжку менее чем за секунду. Оператор размещает инструмент на пересечении стержня и нажимает на спусковой крючок — все остальное происходит автоматически. Один оператор с автоматическим инструментом может выполнить 200–300 обвязок в час. по сравнению с 60–100 в час с ручным крюком. Эти инструменты существенно повышают производительность при заливке больших плит, изготовлении сборных железобетонных конструкций и матовых фундаментов.
Катушки проволоки для этих инструментов обычно продаются в рулонах длиной 50 или 120 метров, калибр которых соответствует конкретной модели инструмента. Всегда проверяйте совместимость катушки с маркой инструмента — несоответствие катушек приводит к застреванию и потере проволоки.
Пневматические инструменты для связывания
Менее распространенные в строительстве Северной Америки, но широко используемые в Японии и некоторых частях Европы, пневматические связывающие инструменты работают быстрее, чем варианты с батарейным питанием, и не требуют зарядки. Они хорошо работают на заводах по производству сборного железобетона, где компрессор уже имеется. Компромиссом является воздушный шланг, который ограничивает мобильность по сравнению с беспроводными электроинструментами.
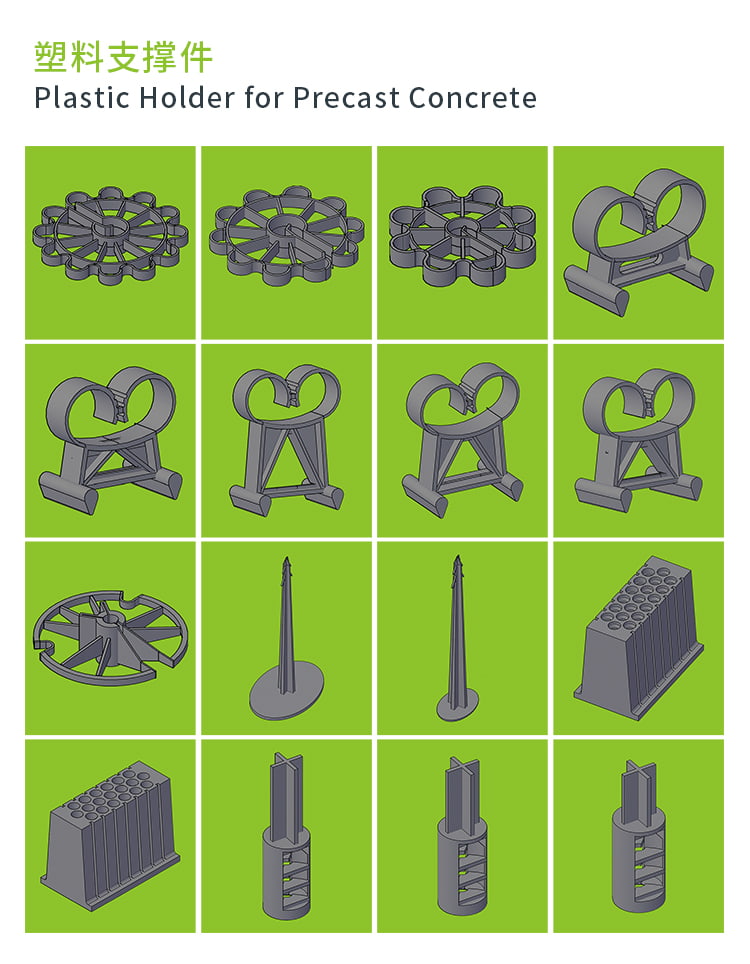
Аксессуары для сборного железобетона That Work With Your Rebar Cage
В производстве сборного железобетона арматурный каркас — это не просто структурное усиление, это платформа, на которую опираются десятки Аксессуары для сборного железобетона прикрепляются перед отливкой. Эти аксессуары включают в себя подъемные вставки, опалубочные стяжки, анкерные пластины, опоры для электрических кабелепроводов, блокираторы, втулки и встроенное соединительное оборудование. То, как вы привяжете арматурный каркас, напрямую влияет на точность расположения этих аксессуаров.
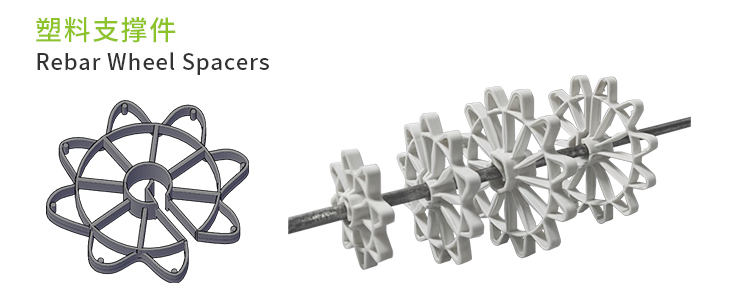
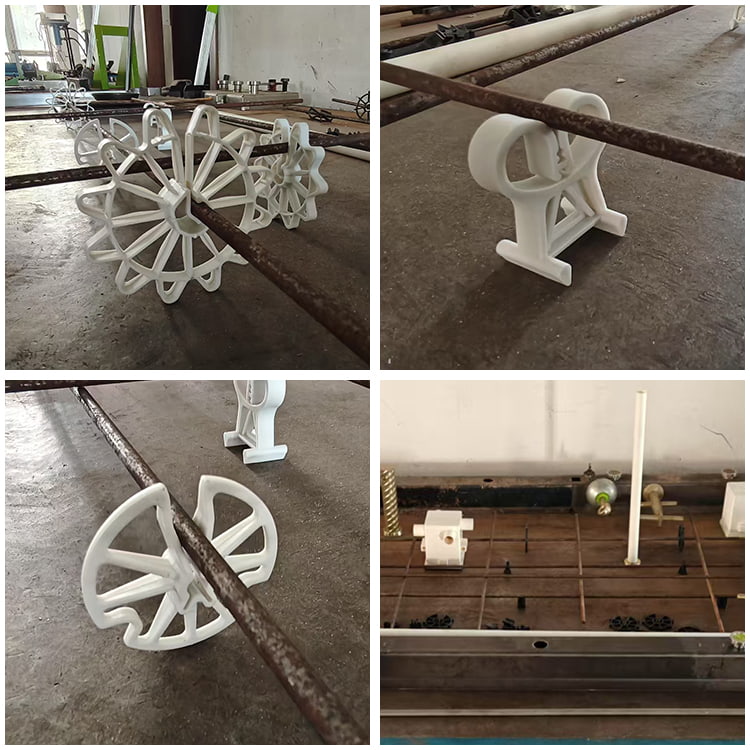
Барные стулья и распорки для арматуры
Барные стулья и распорки являются одними из наиболее часто используемых Аксессуары для сборного железобетона . Они удерживают арматурный каркас на правильной высоте над формой (нижняя крышка) и вдали от вертикальных граней формы (боковая крышка). Минимальные требования к бетонному покрытию согласно ACI 318 для сборных железобетонных элементов, не подвергающихся воздействию погодных условий, обычно составляют 3/4 дюйма для плит и стен и 1,5 дюйма для балок и колонн. , но многие производители сборного железобетона требуют большего покрытия для долговечности.
- Пластиковые барные стулья: легкие, устойчивые к коррозии, доступны высотой от 3/4 до 4 дюймов; стандартный выбор для большинства применений сборного железобетона
- Стулья из бетонных блоков: используются там, где прочность пластика при точечной нагрузке может привести к удару стула о мягкую поверхность; часто используется в фундаментных плитах
- Непрерывные проволочные прокладки: используются по длине перекладины для фиксации боковой крышки стеновых панелей; быстрее устанавливать, чем отдельные стулья
- Круглые проставки (пончики): прикрепляются непосредственно к перекладине, чтобы обеспечить защиту от образующихся вертикальных поверхностей; доступны со стандартным шагом крышки 3/4, 1, 1,5, 2 и 3 дюйма.
Подъемные вставки и анкеры
Подъемные вставки являются одной из наиболее важных с точки зрения безопасности категорий аксессуаров для сборного железобетона. Они должны быть расположены точно внутри арматурного каркаса и надежно привязаны к соседним стержням, чтобы предотвратить вращение или смещение во время заливки. Подъемная вставка, которая смещается хотя бы на один дюйм от заданного положения, может выпасть за пределы требуемой зоны установки, что потенциально снижает ее номинальную грузоподъемность на 20–40% в зависимости от эффектов краевого расстояния.
Типичные требования к стяжкам для подъемных вставок: анкерные ножки вставки привязываются к соседнему арматурному стержню с помощью восьмерочных или седловидных стяжек, а не защелкивающихся стяжек. Производители вставок обычно предоставляют руководства по установке с указанием минимального количества точек крепления, и их следует строго соблюдать.
Встроенные платы и оборудование для подключения
Стальные пластины, приварные шпильки и конструктивные уголки, встроенные в сборные железобетонные элементы, требуют анкерных стержней, привязанных непосредственно к анкерам пластины и к арматурному каркасу. Схема связи должна быть достаточно жесткой, чтобы пластина не вращалась во время вибрации. Пластины площадью более 6 дюймов должны быть привязаны как минимум в четырех точках, с восьмеркой на каждой угловой стойке.
Механические арматурные муфты
Механические соединители арматурных стержней, используемые в строительных стыках для соединения стержней встык, представляют собой специализированную категорию аксессуаров для сборного железобетона, которые непосредственно взаимодействуют с процессом связывания. При установке муфт стержни на каждой стороне соединения должны быть привязаны к сепаратору независимо, прежде чем муфта будет нарезана резьба или обжата. Соединители, сертифицированные по стандарту ASTM A1034, должны обеспечивать 125 % заданного предела текучести соединяемого стержня. в напряжении — они являются настоящими структурными элементами, а не просто занимающими позиции.
Бетонное покрытие и осмотр: цифры, которые имеют значение
Бетонное покрытие — расстояние от ближайшей поверхности стержня до внешней поверхности бетона — является основной защитой от коррозии арматуры. Достижение заданного покрытия полностью зависит от правильно расположенных барных стульев и хорошо связанной арматурной клетки, которая не прогибается под действием сил укладки бетона.
| Тип участника | Условия воздействия | Мин. Крышка (ACI 318) |
| Плита, стена, балка | Не подвержен влиянию погоды | 3/4 дюйма (19 мм) |
| Балка, колонна | Не подвержен влиянию погоды | 1,5 дюйма (38 мм) |
| Плита, стена, балка | Подвержены воздействию погоды (№ 5 и меньше) | 1,5 дюйма (38 мм) |
| Плита, стена, балка | Подвержены воздействию погодных условий (№6 и выше) | 2 дюйма (50 мм) |
| Балка, колонна | Подвержены погоде | 2 дюйма (50 мм) |
| Опора (прижатая к земле) | В контакте с землей | 3 дюйма (76 мм) |
Таблица 2: Минимальные требования к бетонному покрытию согласно ACI 318 для различных элементов и условий воздействия
Во время проверки наиболее распространенными несоответствиями, обнаруженными инспекторами по качеству, являются недостаточное покрытие (прутки лежат на форме без стульев) и отсутствие связей, которые позволяют стержням раздвигаться. Отраслевые данные производителей сборных железобетонных изделий показывают, что до 15% бракованных панелей связаны с проблемами покрытия. Это напрямую связано с неправильным расстоянием между стульями или неправильной привязкой клеток.
Практический контрольный список проверки связывания арматурной стали:
- Расстояние между стержнями соответствует чертежам в пределах допуска (обычно /- 1 дюйм для плит, /- 3/8 дюйма для балок).
- Стулья или распорки устанавливаются с интервалами, указанными на чертежах размещения (обычно каждые 4 фута для плит).
- Все соединения нахлестов имеют правильную длину и полностью закреплены в зоне перекрытия.
- Концы проволоки загнуты внутрь, не выступая к поверхности.
- Все закладные аксессуары (вставки, пластины, втулки) привязываются к сепаратору в минимально указанных точках крепления.
- Никаких ослабленных связей — каждое связанное пересечение выдерживает проверку ручным толчком.
Связывание арматурной стали в производстве сборных железобетонных изделий: контроль процесса и качества
Производство сборного железобетона отличается от монолитного строительства по нескольким важным аспектам, которые влияют на то, как осуществляется связывание арматурной стали. На заводе по производству сборного железобетона клетки изготавливаются на специальных приспособлениях или горизонтальных станинах, а затем поднимаются в формы для отливки. Процесс изготовления клеток высоко систематизирован, и на большинстве заводов используются стандартные операционные процедуры (СОП), в которых подробно описываются схемы стяжек, калибр проводов и размещение аксессуаров.
Изготовление клеток на основе приспособлений
Стальные кондукторные столы с регулируемыми стопорами позволяют рабочим устанавливать и привязывать арматурные каркасы к точным размерам, прежде чем поднимать их в формы. Приспособление обеспечивает правильность расстояния между прутьями и общих размеров клетки перед применением проволоки. На хорошо функционирующем заводе сборных железобетонных изделий изготовление сепараторов на осадочном приспособлении позволяет сократить размерный брак на 60–70 %. по сравнению со связыванием самой формы.
После того, как клетка привязывается к приспособлению, прикрепляются аксессуары: барные стулья прикрепляются к нижним перекладинам, подъемные вставки подключаются к указанным местам, а все встроенное оборудование закрепляется. Готовую клетку затем поднимают как единое целое и устанавливают в форму, куда перед отливкой можно добавить краевые прокладки и дополнительные аксессуары.
Документация и отслеживаемость
Производители качественных сборных железобетонных изделий ведут документацию, в которой прослеживается каждая сборка клети до чертежей размещения, списка прутков и рабочих, которые ее изготовили. Это не просто хорошая практика — этого требуют такие стандарты, как PCI MNL-116 (Руководство по контролю качества для предприятий и производства сборных железобетонных изделий), а также многие проектные спецификации для компонентов мостов и зданий.
При обнаружении несоответствия (например, отсутствия стяжки на подъемной вставке или смещении анкерной пластины) отслеживание документации позволяет производителю исследовать первопричину и исправить дальнейший процесс. Без него повторяется та же ошибка.
Частота связи в высокопроизводительном сборном железобетоне
Не каждое пересечение в клетке из коврика нужно перевязывать. Большинство спецификаций и руководство CRSI (Институт бетонной арматурной стали) по размещению арматурных стержней допускают попеременную связь перекрестков в плоских сетчатых клетках при условии, что связанные пересечения находятся на расстоянии не более 18 дюймов друг от друга в любом направлении. На практике связывание всех пересечений по периметру и всех остальных внутренних пересечений производит клетку, сохраняющую свою геометрию, без трудозатрат на связывание каждого отдельного пересечения.
В случае изменения этого правила: все пересечения в пределах 24 дюймов от строительного шва, все пересечения в зоне заделки подъемной вставки или анкерной пластины, а также все пересечения в местах соединений внахлестку должны быть полностью перевязаны без пропусков.
Распространенные ошибки при связывании арматурной стали и как их избежать
Годы полевых наблюдений и данные аудита качества сборных и монолитных конструкций неизменно выявляют один и тот же кластер ошибок. Признание их является первым шагом к их устранению.
Большие клетки с подвязкой
В больших клетках — скажем, в 40-футовой клетке с балками моста с сотнями пересечений — рабочие иногда пропускают связи, чтобы сэкономить время. В результате получается клетка, которая выглядит устойчивой на приспособлении, но растягивается при подъеме краном или смещается при вибрации бетона. Любое движение стержня во время укладки бетона является постоянным. ; бетон фиксирует стержень там, где он оседает, когда застывает. Исправление представляет собой обязательный стандарт частоты, устанавливаемый бригадиром или инспектором контроля качества и не оставленный на индивидуальное усмотрение.
Выступающие концы проводов
Поворотный хвостовик, направленный влево, к грани опалубки, во время вибрации может переместиться на расстояние до 1/4 дюйма от бетонной поверхности. Как только бетон схватывается, хвост ржавеет и оставляет пятна на поверхности в течение первых нескольких циклов замораживания-оттаивания. В архитектурном сборном железобетоне это дефект отделки. В случае сборного железобетона это указывает на плохой контроль качества. Каждый хвостик проволоки необходимо загнуть внутрь — это занимает одну дополнительную секунду и полностью устраняет проблему.
Неправильная высота стула
Использование неправильной высоты барного стула весьма распространено на объектах, где на одном участке изготавливается несколько сборных железобетонных элементов с разными требованиями к покрытию. Хранение стульев по высоте в четко обозначенных контейнерах и сверка высоты стула с чертежом перед началом изготовления — это самая простая профилактическая мера. Неправильное понимание стульев размером 3/4 дюйма и стульев размером 1,5 дюйма не очевидно визуально при быстром просмотре; это проявляется только в физическом измерении.
Неадекватные связи в местах расположения аксессуаров
Как отмечалось ранее, подъемные вставки и закладные пластины должны быть связаны восьмерочными или седловидными стяжками, а не защелкивающимися стяжками. Защелкивающаяся стяжка на анкерной стойке подъемной вставки может вращаться под действием сил укладки бетона. Когда бетон затвердевает, вставка может быть расположена под углом, а не вертикально, что снижает ее эффективную несущую способность и потенциально может привести к заеданию или перекрёстной резьбе резьбового соединения подъемного оборудования.
Игнорирование совместимости покрытия стержня
Для арматуры с эпоксидным покрытием требуется совместимая стяжная проволока для предотвращения гальванической коррозии в точке контакта. Черная отожженная проволока, прикрепленная к стержню с эпоксидным покрытием, создает небольшой гальванический элемент в каждом зазубрине или точке контакта покрытия. Используйте проволоку с эпоксидным покрытием или оцинкованную проволоку с арматурой с эпоксидным покрытием. , как указано в ASTM A775 и связанных стандартах. Эту деталь часто упускают из виду в полевых условиях, но она явно требуется в спецификациях мостов и морских конструкций.
Выбор аксессуаров для сборного железобетона для обеспечения долгосрочной эксплуатации
Выбор аксессуаров для сборного железобетона — от барных стульев до подъемных систем — напрямую влияет на то, как долго сборная конструкция прослужит без технического обслуживания. Аксессуары, которые подвергаются коррозии, деформируются под нагрузкой или выходят из строя после многих лет эксплуатации, могут поставить под угрозу структурную целостность хорошо построенных элементов.
Выбор материала для барных стульев и проставок
Пластиковые (полипропиленовые или полиэтиленовые) барные стулья являются стандартом для большинства сборных и монолитных работ. Они химически инертны, не подвержены коррозии и стабильны по размерам при температурах, возникающих при затвердевании бетона. Актуальной проблемой, связанной с пластиковыми стульями, является устойчивость к точечной нагрузке под тяжелой арматурой: Стержни № 11 и больше или объединенные группы стержней могут расколоть тонкостенные пластиковые стулья. если расстояние между стульями слишком велико. Используйте сверхпрочные стулья, рассчитанные на ожидаемую нагрузку, или перейдите на стулья из стальной проволоки для больших баров.
Стулья со стальной проволокой подходят для тяжелых клеток и могут быть шире, не прогибаясь, но они должны быть либо покрыты эпоксидной смолой, либо располагаться с покрытием минимум на 1,5 дюйма над формой — голые стальные стулья на поверхности формы через несколько лет оставят пятно ржавчины на бетонной поверхности.
Грузоподъемность подъемной вставки и коэффициенты безопасности
Подъемные вставки должны выбираться с учетом веса сборного железобетонного элемента, количества точек захвата, угла подъемных строп и коэффициента динамической нагрузки, действующей во время операций захвата и поворота. Большинству производителей подъемных вставок требуется минимальный коэффициент запаса прочности 4:1 в условиях статической нагрузки , с динамическими коэффициентами 2–3, применяемыми для учета ударных нагрузок крана.
Взаимодействие между подъемными вставками и арматурным каркасом имеет решающее значение. Вставка, которая не привязана должным образом к соседним стержням, не развивает полную прочность установки — способность выламывания бетонного конуса зависит от того, удерживается ли вставка в расчетном положении с достаточным расстоянием до края и глубиной установки. Всегда проверяйте инструкции производителя по установке минимальных расстояний до кромок и других вставок и сверяйте их с чертежами перед началом изготовления.
Встроенное оборудование для подключения
Сварные пластины, балки и конструкционные уголки, встроенные в сборные элементы, служат точками соединения для конструкционной стали, возводимой на месте, систем облицовки или соседних сборных элементов. Их требования к точности позиционирования очень жесткие — допуски на монтаж на месте для соединений стальных конструкций обычно составляют /- 1/4 дюйма в плане и по высоте, что означает, что закладная пластина должна приземляться в пределах этого допуска после того, как все допуски на изготовление и монтаж уложены. Правильное привязывание анкерных шпилек или анкерных ножек закладных пластин к арматурному каркасу и осторожное размещение каркаса на калиброванных стульях позволяет обеспечить соблюдение этого допуска.
Краткое описание: Передовые методы связывания арматурной стали при сборных и монолитных работах
Основы связывания арматурной стали несложны, но требуют постоянного внимания на каждом этапе изготовления и размещения каркаса. Вот ключевые выводы:
- Использование Отожженный черный провод сечением от 16 до 16,5 AWG для стандартной работы; подобрать тип проволоки в соответствии с покрытием арматуры (оцинкованная или эпоксидная проволока с стержнями с покрытием)
- Применяйте седловидные или восьмерочные стяжки в местах с высокой подвижностью — обручах каркаса колонны, строительных стыках, соединениях внахлест и встроенных точках крепления аксессуаров.
- После скручивания загните все концы проволоки внутрь, чтобы предотвратить их смещение к бетонной поверхности.
- Использование the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Свяжите все Аксессуары для сборного железобетона (вставки, пластины, втулки) в минимальных точках крепления, указанных производителем, с использованием восьмерочных или седловидных стяжек.
- Рассмотрите возможность использования автоматических обвязочных инструментов с батарейным питанием для выполнения больших объемов работ — прирост производительности и стабильности будет значительным.
- Осмотрите клетки перед установкой, используя письменный контрольный список: крышка, расстояние, длина соединений, расположение аксессуаров и стяжные хвостовики.
- При производстве сборных железобетонных изделий выполняйте сборку на координатных столах и ведите документацию, которая поддерживает требования к отслеживаемости и аудиту качества.
В готовой конструкции незаметна хорошо связанная клетка — именно такой и должна быть. Цель состоит в том, чтобы бетон работал точно так, как задумано, а арматура оставалась именно там, где она была размещена, в течение всего расчетного срока службы конструкции.
 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى