 English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى

Контент
- 1 Что такое бетон со скошенной кромкой и почему это важно
- 2 Как формируются скошенные кромки в бетоне
- 3 Магнитная фаска Полосы: профессиональный стандарт для стальной опалубки
- 4 Сравнение типов фасок: практический обзор
- 5 Стандартные размеры фасок и когда использовать каждый из них
- 6 Устанавливаем фасочные планки правильно: распространенные ошибки и как их избежать
- 7 Применение в производстве сборного железобетона
- 8 Скошенные края и долговечность бетона
- 9 Выбор подходящей магнитной полосы для фаски для вашего проекта
- 10 Бетон со скошенной кромкой в архитектурном и дизайнерском контексте
- 11 Обслуживание и повторное использование магнитных полосок с фаской
- 12 Анализ затрат: магнитные полосы с фасками в сравнении с традиционными методами
- 13 Требования к нормам и спецификациям для кромок со скошенными краями
Что такое бетон со скошенной кромкой и почему это важно
Бетон со скошенной кромкой относится к бетонным элементам — стенам, колоннам, плитам, балкам и сборным железобетонным панелям — где острый угол в 90 градусов был заменен наклонной или скошенной поверхностью, обычно обрезанной под углом 45 градусов. В результате получается чистая диагональная поверхность, проходящая по всей длине кромки. Это не чисто косметический эффект. Скошенная кромка снижает концентрацию напряжений в углах до 30 % по сравнению с квадратными кромками. , что означает меньшее количество сколов, трещин и сколов на углах в течение срока службы конструкции.
Помимо структурных характеристик, скошенные края выполняют важную функцию безопасности. Открытые квадратные бетонные углы печально известны тем, что вызывают порезы и ссадины, что представляет реальную опасность для складов, парковочных сооружений, общественных зданий и инфраструктурных проектов. Скошенный угол немедленно снижает этот риск. В архитектурных работах наклонный проем также создает линии теней, которые добавляют визуальной глубины и изысканности плоской поверхности.
Наиболее распространенным размером фаски в общем строительстве является 20 мм × 20 мм (¾ дюйма), скос под 45 градусов , хотя в архитектурных проектах часто используются профили толщиной 10 мм, 15 мм, 25 мм или специальные профили. Производители сборного железобетона часто указывают более глубокие фаски — 30 мм или 40 мм — для создания более сильного визуального сочленения между панелями.
Как формируются скошенные кромки в бетоне
Существует два основных подхода к созданию скошенной кромки на бетоне: формирование фаски перед заливкой с использованием полос фаски, помещенных внутри опалубки, или резка и шлифовка фаски после затвердевания бетона. Предварительное формование является, безусловно, более распространенным и экономически эффективным методом в профессиональном строительстве.
Полосы для фасок перед заливкой
Полосы для фасок, также называемые вставками для фасок или кромочными вставками, представляют собой куски материала треугольного профиля, закрепленные внутри опалубки по углам перед заливкой бетона. Когда формы сняты, полоска отодвигается, обнажая идеально скошенный край. Этот метод не требует дополнительных операций и добавляет минимальное время к процессу формования.
Тремя наиболее распространенными материалами для снятия фаски являются пена (полиуретан или полиэтилен), ПВХ/пластик и резина. У каждого свой профиль производительности. Полоски пенопласта недороги и гибки, но склонны к разрыву во время снятия формы, в результате чего к бетонной поверхности прилипают фрагменты, которые приходится вынимать вручную — трудоемкий процесс исправления дефектов. Полосы ПВХ более долговечны, но требуют механического крепления с помощью гвоздей, шурупов или клея, что требует дополнительных трудозатрат и оставляет отверстия для крепежа в лицевой поверхности опалубки.
Резка и шлифовка после заливки
Когда требуется снять фаску на затвердевшем бетоне, который не был сформирован с помощью полосы для снятия фаски, подрядчики используют угловые шлифовальные машины с алмазными шлифовальными кругами или фрезерные станки по бетону с насадками для снятия фаски. Этот подход значительно дороже — стоимость оборудования, рабочее время и борьба с пылью — все это суммируется. А 15-метровый участок скошенной кромки, полученной во время заливки, обходится примерно на 60–70 % дешевле, чем эквивалентная кромка, полученная шлифованием после отверждения. . Методы после заливки обычно используются для ремонтных работ или исправления ошибок формования.

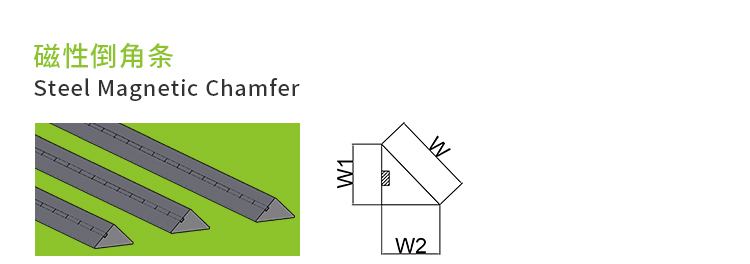
Магнитная фаска Полосы: профессиональный стандарт для стальной опалубки
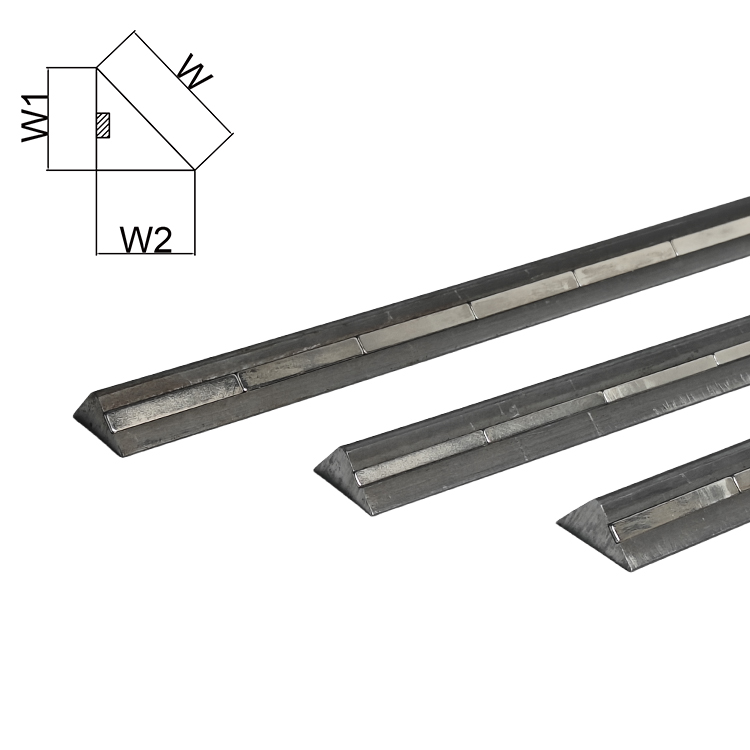
При производстве сборного железобетона и при монтаже на месте с использованием стальной опалубки магнитные ленты с фасками стали доминирующим решением для крепления. Магнитная полоса для снятия фаски представляет собой треугольную вставку для снятия фаски со сплошным ферритовым или неодимовым магнитом, встроенным вдоль ее основания. Магнит надежно удерживает полосу на поверхности стальной формы без каких-либо винтов, гвоздей, зажимов или клея. Позиционирование занимает секунды. Изменение положения происходит одинаково быстро.
Магнитные полосы с фаской можно использовать повторно в сотнях циклов литья. , что делает их более высокую удельную стоимость несущественной при расчете на основе каждого использования. Качественная магнитная лента со скосом фаски из ПВХ или резины стоит в три-пять раз дороже, чем одноразовая полоска из пенопласта, но если она выдерживает 300 заливок — разумная цифра для ухоженной ленты — стоимость одной заливки составляет лишь часть одноразовой альтернативы.
Как работают магнитные полосы с фаской
Корпус магнитной полосы фаски обычно изготавливается из жесткого ПВХ, гибкой резины или их комбинации. Треугольный профиль расположен в углу стальной формы, а плоская нижняя поверхность соприкасается со стальной поверхностью. Встроенные магниты, обычно расположенные с интервалом от 50 до 150 мм вдоль полосы, создают удерживающую силу, которая противостоит как боковому смещению во время вибрации бетона, так и вертикальному движению во время заливки. Большинство производителей выпускают ленты в стандартная длина 1000 мм, 1500 мм и 2000 мм. , со стыковочными соединениями для более длинных пробегов.
Спецификация магнита имеет значение. Ферритовые магниты экономически эффективны и хорошо работают в стандартных производственных условиях. Неодимовые (редкоземельные) магниты обеспечивают значительно более сильное удержание, что важно, когда полоса фаски расположена на вертикальных или верхних поверхностях опалубки или когда бетон укладывается с помощью высокоэнергетических внутренних вибраторов, которые создают значительное боковое давление на вставки опалубки.
Качество отделки поверхности
Одним из наиболее очевидных преимуществ магнитных полос с фаской по сравнению с пенопластовыми аналогами является качество обработки поверхности. Пена впитывает влагу и может оставить грубую пористую текстуру на скошенной поверхности. Магнитные полосы из ПВХ и резины создают плотную, гладкую поверхность фаски, которая соответствует качеству отделки прилегающей сформированной поверхности или превосходит ее. Для архитектурного бетона, где дефекты поверхности недопустимы, это различие имеет решающее значение.
Сравнение типов фасок: практический обзор
Выбор правильной полосы фаски зависит от типа опалубки, масштаба проекта, требуемых циклов повторного использования и спецификации отделки. В таблице ниже приведены основные компромиссы.
| Тип | Метод крепления | Совместимость опалубки | Циклы повторного использования | Поверхностная обработка | Типичная стоимость |
|---|---|---|---|---|---|
| Пенопластовая полоса | Клей / гвозди | Пиломатериалы, фанера | 1–3 | Яркий (пористый) | Очень низкий |
| Полоса ПВХ (прибитая гвоздями) | Гвозди/шурупы | Пиломатериалы, фанера | 10–30 | Хорошо | Низкий–средний |
| Резиновая полоса | Клей / зажимы | Сталь, древесина | 50–150 | Очень хорошо | Средний |
| Магнитная фаска Strip (PVC) | Встроенный магнит | Только сталь | 200–500 | Отлично | Средний–high |
| Магнитная фаска Strip (rubber) | Встроенный магнит | Только сталь | 300–600 | Отлично | Высокий |
Стандартные размеры фасок и когда использовать каждый из них
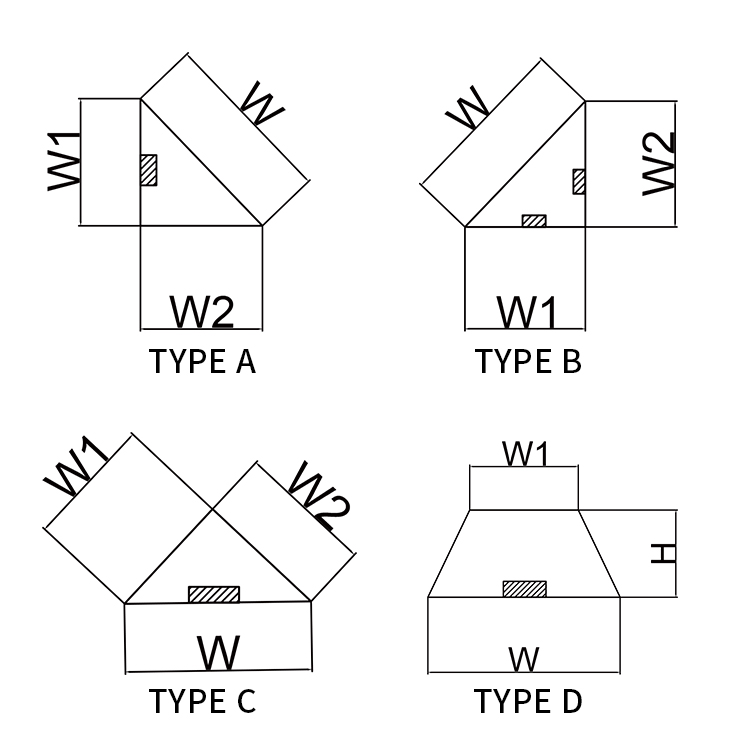
Размеры фаски задаются как длина катета поперечного сечения прямоугольного треугольника. «Фаска 20 мм» означает, что обе стороны треугольника имеют ширину 20 мм, что дает диагональную грань 28 мм под углом 45 градусов. Вот как выбор размера обычно соотносится с типом приложения:
- 10 мм × 10 мм: Легкие жилые работы, внутренние углы стен и колонн, где желательна минимальная открытость. Часто используется в жилищном строительстве для снижения риска сколов без видимого визуального скоса.
- 15 мм × 15 мм: Общий стандарт коммерческого строительства для колонн, балок и кромок стен в офисных и торговых объектах. Балансирует видимость и практичность.
- 20 мм × 20 мм: Наиболее широко используемый размер в гражданском и конструкционном бетоне. Применяется для опор мостов, подпорных стенок, промышленных полов и сборных железобетонных элементов. Фаска 20 мм — это размер, указанный по умолчанию в большинстве национальных норм по бетону. когда не указан конкретный размер.
- 25 мм × 25 мм: Инфраструктурные работы, включая туннели, подземные переходы и тяжелые строительные работы, края которых подвергаются ударной нагрузке от транспортных средств или механизмов.
- 30 мм × 30 мм и выше: Архитектурные сборные фасады, открытые панели из заполнителя и характерные структурные элементы, в которых линия тени является преднамеренной особенностью дизайна. Также используется в агрессивных средах (морская среда, химическое воздействие), где большая фаска отодвигает угол от зоны максимального износа.
Существуют и нестандартные профили. Некоторые производители сборного железобетона используют фаску с соотношением 1:2 или 1:3 (неглубокий скос вместо 45 градусов) для создания другого эффекта линии тени. Магнитные полосы с фасками доступны в этих нестандартных профилях у специализированных поставщиков опалубки, однако применяются сроки выполнения заказа и минимальный объем заказа.
Устанавливаем фасочные планки правильно: распространенные ошибки и как их избежать
Неправильная установка фасок является одной из основных причин дефектов кромок формованного бетона. Полученный в результате ремонт — шлифовка, заплатка, заливка эпоксидной смолы — требует гораздо больше времени и материалов, чем правильная установка в первую очередь. Ниже приведены наиболее частые ошибки, встречающиеся на сайте.
Зазор между полосой и гранью формы
Даже зазор в 1–2 мм между основанием фаски и поверхностью опалубки позволяет цементному тесту просачиваться под нее во время вибрации. В результате по краю фаски образуется ребро затвердевшей пасты, которое необходимо сколоть, повреждая при этом свежий бетон. В случае магнитных полос с фаской этот зазор обычно возникает из-за магнита, потерявшего удерживающую силу, или из-за попадания мусора между полосой и стальной формой. Перед размещением полос очистите поверхность формы проволочной щеткой и убедитесь, что каждая секция плотно прилегает к стали и не раскачивается.
Несовпадение стыков между секциями полосы
Там, где две секции полосы с фаской соединяются встык, любое смещение — даже 0,5 мм — создает видимую ступеньку на готовом скошенном крае. Для магнитных полос с фаской стыковать концы несложно, поскольку магниты удерживают положение без смещения. Для прибитых гвоздями полос ПВХ выравнивание стыков требует большей осторожности. При размещении секций используйте линейку и перед заливкой нанесите небольшой кусок ленты на стык, чтобы предотвратить проникновение пасты.
Недостаточный релиз-агент
Полосы с фасками — особенно из ПВХ и резины — перед каждой заливкой должны быть покрыты антиадгезионным маслом. Пропуск этого шага означает, что полоса приклеится к бетонной поверхности и отрывает куски фаски во время зачистки. Нанесите тонкий и равномерный слой разделительного средства на поверхность фасочной полосы с помощью кисти или валика, а не распылителя. — При распылении обычно не попадают во внутренние углы и остаются лужи на горизонтальных поверхностях, которые вызывают дефекты поверхности.
Смещение полосы при вибрации
Внутренние бетонные вибраторы создают значительное боковое давление на все элементы опалубки. Полоски пенопласта, удерживаемые только клеем, во время вибрации могут смещаться на несколько миллиметров, образуя волнистую или неровную фаску. Магнитные полосы с фаской эффективно противостоят этому смещению, когда удерживающая сила магнита согласована с ориентацией формы и выходной мощностью вибратора. При высокочастотной вибрации (более 12 000 об/мин) неодимовые магнитные полосы предпочтительнее ферритовых магнитных полос, которые могут не обеспечивать достаточную удерживающую силу на вертикальных поверхностях.
Применение в производстве сборного железобетона
В производстве сборного железобетона наиболее активно используются магнитные полосы с фасками. На предприятиях по производству сборного железобетона обычно используются стальные формы для поддонов или столов, которые переконфигурируются несколько раз в день. В таких условиях скорость и простота перемещения магнитных полос с фасками напрямую влияют на производительность производства. Бригада, которая раньше тратила 20 минут на прибивание полосок пенопласта для снятия фасок на форму, может разместить и расположить магнитные полосы для снятия фасок для одной и той же формы менее чем за 5 минут.
Сборные элементы, которые обычно имеют скошенные кромки, включают:
- Колонны и основания колонн для многоэтажных сооружений
- Стеновые панели для жилых, коммерческих и промышленных зданий.
- Лестничные косоуры и отдельные ступени лестницы
- Мостовые балки (двутавровые, швеллерные, коробчатые балки)
- Сегменты облицовки туннеля, где скошенные края облегчают сборку кольца и посадку прокладки.
- Подпорные стеновые блоки и шумоизоляционные панели
- Архитектурные облицовочные панели, в которых линия тени является элементом дизайна.
В частности, при производстве сегментов туннелей скошенные края служат не только эстетическим целям, но и структурным целям. Фаска создает углубленную канавку, когда два сегмента располагаются рядом друг с другом, и эту канавку можно заполнить герметиком или раствором для обеспечения вторичного гидроизоляции. Большинство спецификаций сегментов туннеля требуют наличия фаски размером минимум 20×20 мм на всех продольных и окружных стыках. именно по этой причине.
Скошенные края и долговечность бетона
Аргумент долговечности скошенных кромок хорошо подтверждается практическими наблюдениями и материаловедением. Острые бетонные углы под углом 90 градусов по своей сути уязвимы, поскольку бетон в самой вершине угла опирается только на две стороны, а не на три. Под воздействием ударов, термоциклирования или коррозии арматуры этот плохо поддерживаемый уголок имеет тенденцию раскалываться первым.
Термоциклирование особенно агрессивно в открытых углах. Бетон расширяется и сжимается при изменении температуры. Угол — это точка, где две поверхности встречаются под максимальным углом воздействия, создавая двунаправленное термическое напряжение. В течение многих лет воздействия на открытом воздухе это циклическое напряжение вызывает микротрещины, которые переходят в видимое растрескивание. Исследования колонн парковочной конструкции показывают, что скошенные края снижают частоту растрескивания углов на 40–60% в течение 20-летнего периода эксплуатации. по сравнению с эквивалентными колоннами с острыми краями в той же среде.
В железобетоне глубина покрытия в остром углу геометрически меньше номинального покрытия, измеренного перпендикулярно плоской грани. 30-миллиметровое покрытие на плоской поверхности стены может фактически уменьшиться до 21 мм в прямоугольном углу при измерении до ближайшего арматурного стержня. Снятие фаски в углу физически отодвигает открытую поверхность от арматуры, восстанавливая эффективное покрытие. Вот почему многие нормы по бетону, ориентированные на долговечность, в том числе BS EN 13670 в Европе, прямо требуют скошенных кромок конструкционного бетона классов воздействия XC3, XC4, XD2 и выше.
Выбор подходящей магнитной полосы для фаски для вашего проекта
Не все магнитные полосы с фасками работают одинаково. Следующие факторы должны определять спецификации и решения о покупке сборных железобетонных конструкций и стальных опалубок, устанавливаемых на месте.
Тип магнита и удерживающая сила
Для горизонтального литья (полоса располагается на плоском стальном столе) обычно достаточно ферритовых магнитов с удерживающей силой 10–15 Н на магнит. Для вертикальных граней форм или для форм, используемых с высокоэнергетической вибрацией, используйте неодимовые магнитные ленты с фаской с удерживающей силой 25–50 Н на магнит. Некоторые производители публикуют данные о силе отрыва на метр полосы — полезный сравнительный показатель. Ищите минимум 150 Н на метр полосы для вертикального монтажа .
Материал корпуса: ПВХ или резина
Магнитные ленты из ПВХ с фасками более твердые и стабильные по размерам, что делает их пригодными для применений, требующих очень точной геометрии кромок — например, для сборных архитектурных конструкций. Резиновые магнитные полосы с фасками более гибкие, что позволяет им повторять небольшие изгибы или поверхности неплоских форм, не оставляя зазоров. Резина также имеет тенденцию более аккуратно отделяться от поверхности бетона во время зачистки, что снижает риск повреждения поверхности. При крупносерийном производстве резиновые магнитные полосы с фасками часто обеспечивают больший срок службы ленты, поскольку их гибкость снижает нагрузку на границу раздела магнит-корпус во время снятия формы.
Температурное сопротивление
Заводы по производству сборных железобетонных изделий часто используют обработку паром для ускорения набора прочности. На прочность стандартного ферритового магнита температура отверждения паром существенно не влияет (обычно 50–70°C). Однако, неодимовые магниты начинают терять постоянную намагниченность примерно при температуре выше 80°C. , что означает, что они непригодны для циклов ускоренного отверждения при высоких температурах без подтверждения производителем высокотемпературного номинального класса. Обязательно укажите это требование при заказе магнитных полос с фасками для сборных железобетонных изделий, отверждаемых паром.
Угловые и концевые детали
Хорошие системы магнитных фасок включают в себя специально изготовленные угловые детали — внутренние и внешние углы под углом 90 градусов — которые позволяют фаске охватывать углы колонны без неприглядных соединений под углом, вырезанных на месте. Эти угловые детали следует указывать как часть системы, а не изготавливать из отрезков отрезков, поскольку стыки, вырезанные на месте, являются частым источником утечек пасты и дефектов кромок.
Бетон со скошенной кромкой в архитектурном и дизайнерском контексте
В архитектурном бетоне, который иногда называют лицевым бетоном или бетоном брют, скошенный край является не только практическим, но и преднамеренным эстетическим инструментом. Линия тени, создаваемая полосой фаски, подчеркивает поверхность, определяет геометрию элемента и придает формам массивного бетона изысканное, искусное качество, которого не хватает гладким квадратным краям.
Архитекторы, работающие в традициях открытого бетона — от Unité d'Habitation Ле Корбюзье до современных проектов Тадао Андо — использовали линии фасок, чтобы контролировать, как свет считывается через бетонные поверхности. А Фаска 25 мм создает линию тени шириной примерно 35 мм. в условиях яркого освещения, которого достаточно, чтобы четко различить фасад при дневном свете. Фаска толщиной 10 мм воспринимается как тонкая линия, более тонкая и подходящая для внутренних поверхностей, где уровни освещенности и расстояния просмотра различаются.
Для архитектурного сборного железобетона решающее значение имеет постоянство глубины и положения фасок на сотнях или тысячах одинаковых панелей. Любое изменение положения полос приводит к видимому перекосу при установке панелей. Магнитные полосы с фаской, обеспечивающие быстрое и повторяемое позиционирование по контрольным меткам на стальной форме, делают такую стабильность достижимой в масштабе производства, при которой просто невозможно надежно совместить прибитые или приклеенные полосы.
Некоторые архитекторы используют цветные полосы с фасками — обычно корпус из ПВХ со встроенным пигментом — чтобы создать преднамеренный цветовой контраст на скосе. Это необычный, но эффективный метод создания сильной визуальной артикуляции крупнопанельных фасадов. Стандартные магнитные полосы с фаской доступны в сером, черном и иногда белом цвете от крупных поставщиков, а цвета по индивидуальному заказу доступны под заказ.

Обслуживание и повторное использование магнитных полосок с фаской
Для достижения максимального срока службы магнитных полос с фасками необходим регулярный план технического обслуживания. Полосы, которые просто бросают в мусорное ведро между заливками, накапливают остатки бетона, повреждаются магнитами и на поверхности появляются царапины, которые передаются на поверхность бетона.
- Очищайте сразу после снятия. Остатки бетона на поверхности полосы легко удалить, когда они свежие, и чрезвычайно трудно удалить после затвердевания. Используйте пластиковый скребок, а не металлический инструмент, который царапает корпус из ПВХ или резины, и промойте водой.
- Осмотрите магнитную решетку. После очистки проведите стальной пластиной вдоль основания полосы. Любая секция, которая не держится прочно, указывает на неисправность или смещение магнита. Отдельные неисправности магнита иногда могут быть устранены поставщиком; полоски с множественными неисправностями магнитов должны быть изъяты из эксплуатации.
- Хранить горизонтально. Укладка полос вертикально или прислонение их к стенам приводит к долговременному короблению, особенно полос ПВХ. Храните на маркированных стеллажах, организованных по размеру профиля.
- Наносите разделительный состав перед каждой заливкой. Даже после очистки нанесите свежий слой разделительного средства как на треугольную поверхность полосы, так и на базовую поверхность, соприкасающуюся со стальной формой. Это защищает поверхность полосы и облегчает зачистку формы.
- Журнал циклов использования. На предприятиях по производству сборного железобетона с большими объемами отслеживание количества заливок на комплект полос позволяет проводить упреждающую замену до того, как деградация поверхности начнет влиять на качество готового бетона. Большинство производителей рекомендуют заменять полоски при 80 % номинального цикла повторного использования. вместо того, чтобы ждать видимого провала.
Анализ затрат: магнитные полосы с фасками в сравнении с традиционными методами
При реалистичном сравнении затрат необходимо учитывать стоимость материалов, рабочее время для установки и снятия, частоту замены полос и любые дополнительные затраты на устранение дефектов. В следующем примере используется гипотетическое предприятие по производству сборных железобетонных изделий, отливающее 50 элементов колонны в неделю, для каждого из которых требуется 12 погонных метров полосы с фаской шириной 20 мм.
| Фактор стоимости | Пенопластовая полоса | Прибитая полоса ПВХ | Магнитная фаска Strip |
|---|---|---|---|
| Стоимость материала за метр | 0,15 доллара США | 0,60 доллара США | 3,50 доллара США |
| Циклы повторного использования | 1 | 15 | 350 |
| Эффективная стоимость материала за заливку (за метр) | 0,15 доллара США | 0,04 доллара США | 0,01 доллара США |
| Трудо-минуты на колонку (установка-удаление) | 22 мин. | 28 мин. | 6 мин |
| Годовая стоимость рабочей силы (35 долларов США в час) | ~$16,900 | ~$21,500 | ~$4600 |
| Ориентировочная стоимость устранения дефектов (годовая) | 4200 долларов США | 1800 долларов США | 300 долларов США |
Приведенные выше цифры ясно показывают, что более высокая себестоимость магнитных фасок полностью компенсируется экономией труда в течение первого года производства . Постоянная ежегодная экономия за счет сокращения трудозатрат и ремонта дефектов значительна. Для предприятия, производящего 50 элементов в неделю, переход с пенопласта на магнитные полосы с фасками может реально сэкономить более 15 000 долларов США в год на прямых затратах — без учета улучшения качества и снижения количества отказов клиентов.
Требования к нормам и спецификациям для кромок со скошенными краями
Скошенные края не всегда являются обязательными. Несколько широко используемых норм и спецификаций предъявляют требования к фаскам конструкционного бетона.
- ACI 301 (США): Требуется, чтобы все открытые углы формованного бетона имели фаску или радиус, если не указано иное. Размер фаски по умолчанию, если он не указан, составляет ¾ дюйма (приблизительно 19 мм).
- BS EN 13670 (Европа): Определяет требования к фаске для бетона классов воздействия XC3 и выше, с фаской минимум 15 мм на всех открытых кромках конструкции в условиях средней и жесткой среды.
- AS 3610 (Австралия): Стандарт опалубки, который требует наличия фасок или эквивалентных полос на всех внешних углах ребер, если только проектные чертежи специально не допускают прямоугольных кромок.
- ASSHTO LRFD Bridge Design (США): Требуется минимальная фаска 25 мм на всех открытых краях бетонного моста в условиях воздействия XS и XD.
- CIRIA C660/C766 (Великобритания): В руководящих документах по раннему термическому растрескиванию бетона рекомендуются скошенные края, чтобы уменьшить эффект концентрации напряжений в углах формы — фактор раннего возникновения термического растрескивания.
При просмотре спецификаций проекта проверьте структурные чертежи и разделы спецификации проекта на предмет формирования требований. Нередко требования к фаске появляются в спецификации, но не имеют размеров на чертежах, поэтому подрядчику необходимо подтвердить предполагаемый размер с проектировщиком перед заказом формовочных материалов.








